



我们为您呈现了一部精彩绝伦的铝合金型材【扁钢】可定制有保障产品视频,让您感受产品的独特之处。
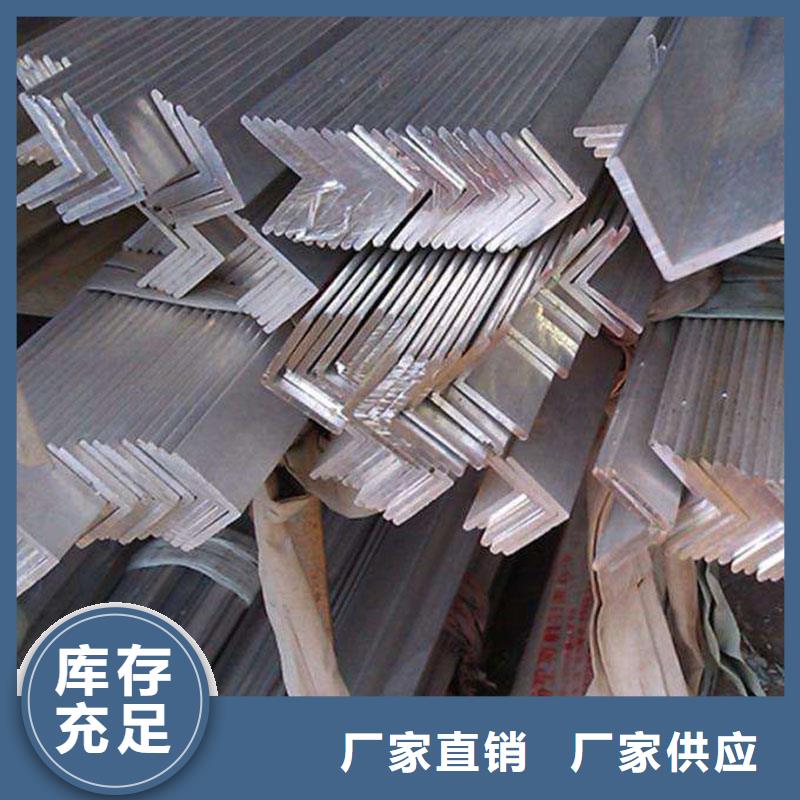
以下是:铝合金型材【扁钢】可定制有保障的图文介绍

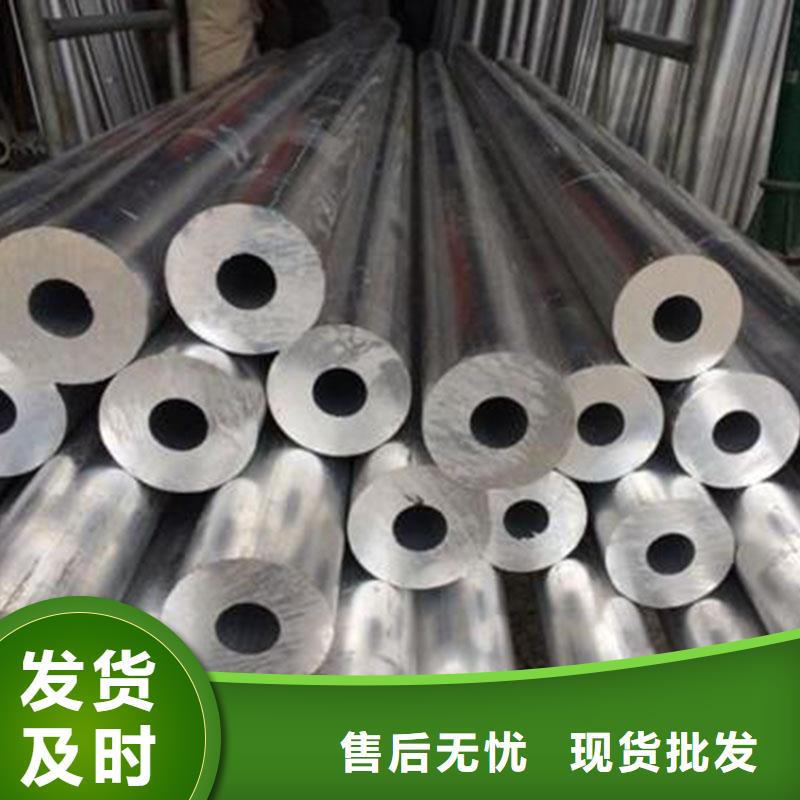
6082合金:继6N01合金普及以来,1972年成型的6082合金得到铁路装备制造部门的关注,此合金的强度介于7N01合金与6N01合金强度之间。6082-T5方形管的抗拉强度Rm(喷雾在线淬火)符合底架梁的相应要求。基础实验表明,此合金可以在相应领域实地应用。然而,若要在铁路装备部门广泛推广,仍需要做大量工作。对于30年前曾被视为万无一失的铝制列车的装配节点的疲劳强度,由于列车载重条件改变和结构轻量化,已不适用于当前的新型高速列车,但是这与高寒地区的温度无关,因为零下几十摄氏度对铝合金来说真是“小试锋芒”,算不了什么低温,同时温度越低,铝结构显得越强韧。泡沫铝:高速列车具有轴重轻、频繁加减速和超载运行等特点,要求车体结构在满足强度、刚度、、舒适的前提下尽可能轻量化。显然,超轻泡沫铝所具备的高比强、高比模、高阻尼等性能,与这些要求非常一致。国外对泡沫铝在高速列车上的应用进行了详细地研究与评估,发现填充泡沫铝的钢管吸能本领比空管的高35%~40%,抗弯强度提高40%~50%,从而可使车厢立柱和隔板更坚固,不易坍塌;用泡沫铝填充机车头部缓冲区,可提高吸收冲击能的能力;用10mm厚泡沫铝和薄铝板制造的夹心板比原钢板质量轻50%,而刚度却提高了8倍。目前,中国高铁有关单位正在研究用泡沫铝夹心板制备高铁车厢地板和车门的可行性。为加快解决下一代高铁面临的一系列重大科技问题,铁道部门和中国科学院联合成立了先进轨道交通力学研究中心,在对高速列车材料与结构可靠性、噪声降低理论与技术等方面展开攻关研究,其中有相当一部分内容与超轻泡沫铝有关。随着高速列车运行速度的不断,产生的噪声对乘客乘坐舒适度与周边环境的影响已成为高铁发展的关键制约因素之一。相对于车内噪声,车外噪声对环境的影响更为严重,而高速列车通过隧道或两列高铁在隧道内交汇时产生的混响噪声及由此产生的震动具有相当强的破坏力,如不有效控制,将可能成为高铁的一大发展障碍。为了降低高速列车的噪声污染,必须在经过人口密集区的铁路两侧及隧道内设置屏障。超轻开孔泡沫铝的主要功能之一是吸声,而且该性能可通过改变孔型或声结构调整。此外,泡沫铝还具有良好的防腐、耐气候和加工性能,因此是野外声屏障的良好吸声材料。


淮安恒永兴金属材料销售 有限公司生产 船用管,规格齐全、现货销售、价格优惠,提供优质服务,欢迎客户前来咨询洽谈。




浅谈如何提高铝型材用粉末涂料的耐候性:喷涂在铝型材表面的粉末涂膜的耐候性,是影响铝型材寿命的关键性因素。本文主要从粉末涂料的原材料、配方结构、制作工艺、固化条件等技术角度分析,并结合所做的实验结果,总结出几个提高粉末涂料耐候性的可供参考的思路,从而*终达到延长铝型材寿命的目的。随着国民经济的快速发展,粉末涂料的户外应用越来越普遍,人们对粉末涂层耐候性和耐久性的关注度不断提高,特别是对铝型材、天花板、幕墙板等室外用品表面的粉末涂膜的耐候性要求越来越高。粉末涂料主要由树脂、固化剂、助剂、颜填料等组成,喷涂在铝型材表面的涂层随着时间的延长,受周围自然因素如日晒、雨淋、氧化、冷热变化以及生物等的作用,会出现性能逐渐降低的现象,即老化。粉末涂料抑制或延缓自然老化的能力称为耐自然老化性,简称耐老化性,也叫耐候性。影响粉末涂料耐候性的因素很多,其中包括粉末涂料成分中的树脂、固化剂、颜填料、助剂等各种原材料的性能、用量、配比等内部因素;以及粉末涂料制作过程的工艺条件和涂料的固化程度;还有涂膜的使用环境如日光(主要是紫外线)的作用、大气的组成(氧、臭氧、工业烟雾等)、湿度(包括酸雨、盐雾等)、温度变化等外部因素。
从粉末涂料本身的角度来看,提高粉末涂层耐候性能主要从原材料、配方结构以及制作工艺等方面着手。一、原材料:粉末涂料主要由树脂、固化剂、助剂、颜填料等材料组成,这些原材料的耐候性,基本上决定了涂料的耐候性。因此,要提高粉末涂料的耐候性能,首先要选择耐候性能满足铝型材行业要求的原材料,而且这些耐候性合格的原材料也要满足涂膜的其他性能。当涂膜的各项性能相互间产生冲突时,可以根据客户的要求侧重于某项性能,但是人工加速老化试验结果要满足GB 5237.4-2008中加速耐候性的要求。1.树脂:因为树脂是粉末涂料的主要成膜物质,是决定粉末涂料性质和涂膜性能的*主要成分,所以树脂的选择至关重要。选取市面上大型厂家常用的铝型材用粉末涂料聚酯树脂,使用同一配方结构和相同制作工艺分别制粉进行300小时耐老化试验以及涂膜外观比较,结果如表1所示。(加速老化条件为8小时光照,4小时凝露循环;UVB-313EL灯,辐照度0.65W/㎡,光照温度60℃;凝露温度50℃)由试验结果可知,树脂D、F、H在通一系列的树脂中耐候性较好,但这种树脂的缺点是分子量大,熔融黏度高,如果应用在平面粉中*终会导致涂膜流平性能差。所以,通过在粉末涂料配方中选用耐候性能好的树脂来提高平面粉的耐候性能时,必须考虑到涂膜的流平是否会变差,变差之后客户能否接受。2.固化剂:尽管HAA体系的固化剂环保型众所周知,但是它的缺点是固化反应有副产物形成,厚喷时容易产生针孔、猪毛孔等弊端,涂膜过烘烤耐泛黄性和耐久性不如TGIC体系。[1]铝型材行业目前难以接受HAA体系的这些弊端,或者说是大部分粉末厂家没有解决这些弊端,所以铝型材用粉末涂料还是以TGIC体系为主。固化剂TGIC对粉末涂料的耐候性能也有一定的影响。
经过对国内三家销售量排名靠前的厂家的TGIC进行耐老化检测,发现它们的耐老化性能基本一致,无较大的差别。因此,在通过固化剂TGIC的选择上去提高粉末涂料的耐候性,并无多大的意义。3.颜料:颜料对粉末涂料耐候性的影响在原材料中是除了树脂之外影响*大的因素,因为颜料在使用过程中会褪色,所以对于铝型材用粉末涂料的颜料的选择也很重要。市场上即使是用一种颜色的颜料,它的品种非常多,不同品种的色相、着色力、遮盖力、耐候性、耐热性等性能千差万别,这给我们粉末涂料厂家的选择带来很大的难度。颜料按化学组成分为无机颜料和有机颜料,它们的优缺点如表2所示。颜料的选择要从多方面考虑,如颜料的色相、着色力、遮盖力、耐热性、耐候耐光性、耐沸水性、毒性等等;而且由于一些颜料可能带有对树脂和固化剂起到促进作用的活性基团,所以也要考虑颜料对涂料反应速度、粘度的影响。为了提高粉末涂料的耐候性,颜料要选择耐光性在7-8级(8级*好),耐候性4-5级(5级*好)的品种,同时耐热性和耐沸水性要满足铝型材行业的使用要求。从表2可知,由颜料本身的性质决定,有机颜料的耐光性和耐候性有限,而无机颜料不够鲜艳,所以一些鲜艳颜色的粉末大多使用了耐光性和耐候性有限的有机鲜艳颜料,这就是鲜艳颜色的涂膜耐老化色差较大的主要原因。因此,为了保证鲜艳颜色涂膜的耐候性,除了选用耐候性能优异的其他材料,更加要注意颜料的选择。4.填料:填料的重要功能是添加到粉末涂料中以后,能够改进涂膜的硬度、刚性和耐划伤性等物理力学性能,同时有利于改进粉末涂料的贮存稳定性、松散性和带电等性能。[3]铝型材粉末涂料中*常用的填料为硫酸钡,经过对多个厂家的硫酸钡进行耐老化检测,发现耐候性能无明显差别。因此,为了保证涂料的耐候性,必须使用纯度高的硫酸钡作为填料。硫酸钡进仓前必须经过检验,使用10%的盐酸溶液是*简单快捷的方法,可以快速检测出硫酸是否含有碳酸钙,碳酸钙会降低涂料的耐候性能,不能作为铝型材用粉末涂料的填料。5.助剂:在粉末涂料配方中,助剂的用量很少,但在一般粉末涂料配方组成中是不可缺少的成分,而且对涂膜的外观及某些性能起决定性作用。经过对各国内大型厂家同类助剂进行加速老化对比试验后,发现不同厂家的流平剂、光亮剂、安息香等对涂膜耐老化性能影响不大;而不同厂家的蜡粉、消光剂对涂膜耐老化的影响较大。因此,为了提高粉末涂料的耐候性,可以考虑使用耐老化性能好的蜡粉和消光剂。二、配方结构:通过粉末涂料中聚酯树脂的酸值和固化剂羟基当量的计算,设计合适的固化剂用量,并通过加速老化试验的验证,使用*佳的固化剂用量,使涂料在固化时能够充分固化,从而达到*好的耐候性能。
在满足粉末涂料各项性能的前提下,尽量在配方中减少原材料的种类,特别是对涂膜耐候性起负作用的材料。在不影响涂膜遮盖力以及硬度、耐磨性的前提下,适当降低配方中的颜料(特别是吸油量大的颜料)和填料的用量,使配方中的颜料能够在熔融混炼过程充分被树脂包覆,在涂膜的使用过程中减少颜料的颜色变化,从而达到提高涂膜耐候性的目的。三、制作工艺:粉末涂料制作过程主要包括预混合、熔融挤出、压片破碎、分级粉碎四个阶段,其中预混合、熔融挤出两个工艺对粉末涂料的耐候性能有很大影响。预混合的作用是为了使粉末涂料配方中的各种原材料组成分散均匀,为熔融挤出打下良好的基础。为了提高耐候性,在预混合阶段,原材料必须按一定的先后顺序进行投料,而且投料量控制在混料缸容量的20%-80%,并适当延长混合时间。熔融挤出是为了使粉末涂料组成中的各种成分混合均匀,也就是达到粉末涂料成品中的每个粒子组成成分一样。为了提高耐候性,在熔融挤出阶段,在不出现胶化粒子的前提下,适当提高挤出机温度(特别是在气温较低的情况下),使树脂熔融成一种流体,保证颜料能有良好的润湿和获得*大的剪切力,有利于颜料等的高度分散,使各组分成为一个均匀的体系;在保证生产进度的同时,可以适当降低挤出速度,保证物料有充足的熔融混炼时间;从而提高混炼效果,使粉末涂料中的颜料填料被树脂充分包覆,而且各种原材料成分粒子分散均匀,特别是固化剂和树脂能按配方的比例混炼均匀,固化时涂膜能够充分固化,从而增加涂膜的表面致密性,*终提高粉末涂层的耐候性。四、固化条件:粉末涂料只有充分固化的情况下,树脂的高分子链才会和固化剂完全交联,各项物理化学性能才会达到*佳状态,耐候性能也不例外。因此,提高耐候性能必须使粉末涂料充分固化,固化时要控制好温度和时间。综上所述,对于提高铝型材用粉末涂料的耐候性,可参考如下思路:选用耐候性能好且流平不至于太差的树脂;注意鲜艳颜料、蜡粉、消光剂的选择;设计有利于提高涂膜耐候性的配方结构;控制好粉末涂料生产工艺。
从粉末涂料本身的角度来看,提高粉末涂层耐候性能主要从原材料、配方结构以及制作工艺等方面着手。一、原材料:粉末涂料主要由树脂、固化剂、助剂、颜填料等材料组成,这些原材料的耐候性,基本上决定了涂料的耐候性。因此,要提高粉末涂料的耐候性能,首先要选择耐候性能满足铝型材行业要求的原材料,而且这些耐候性合格的原材料也要满足涂膜的其他性能。当涂膜的各项性能相互间产生冲突时,可以根据客户的要求侧重于某项性能,但是人工加速老化试验结果要满足GB 5237.4-2008中加速耐候性的要求。1.树脂:因为树脂是粉末涂料的主要成膜物质,是决定粉末涂料性质和涂膜性能的*主要成分,所以树脂的选择至关重要。选取市面上大型厂家常用的铝型材用粉末涂料聚酯树脂,使用同一配方结构和相同制作工艺分别制粉进行300小时耐老化试验以及涂膜外观比较,结果如表1所示。(加速老化条件为8小时光照,4小时凝露循环;UVB-313EL灯,辐照度0.65W/㎡,光照温度60℃;凝露温度50℃)由试验结果可知,树脂D、F、H在通一系列的树脂中耐候性较好,但这种树脂的缺点是分子量大,熔融黏度高,如果应用在平面粉中*终会导致涂膜流平性能差。所以,通过在粉末涂料配方中选用耐候性能好的树脂来提高平面粉的耐候性能时,必须考虑到涂膜的流平是否会变差,变差之后客户能否接受。2.固化剂:尽管HAA体系的固化剂环保型众所周知,但是它的缺点是固化反应有副产物形成,厚喷时容易产生针孔、猪毛孔等弊端,涂膜过烘烤耐泛黄性和耐久性不如TGIC体系。[1]铝型材行业目前难以接受HAA体系的这些弊端,或者说是大部分粉末厂家没有解决这些弊端,所以铝型材用粉末涂料还是以TGIC体系为主。固化剂TGIC对粉末涂料的耐候性能也有一定的影响。
经过对国内三家销售量排名靠前的厂家的TGIC进行耐老化检测,发现它们的耐老化性能基本一致,无较大的差别。因此,在通过固化剂TGIC的选择上去提高粉末涂料的耐候性,并无多大的意义。3.颜料:颜料对粉末涂料耐候性的影响在原材料中是除了树脂之外影响*大的因素,因为颜料在使用过程中会褪色,所以对于铝型材用粉末涂料的颜料的选择也很重要。市场上即使是用一种颜色的颜料,它的品种非常多,不同品种的色相、着色力、遮盖力、耐候性、耐热性等性能千差万别,这给我们粉末涂料厂家的选择带来很大的难度。颜料按化学组成分为无机颜料和有机颜料,它们的优缺点如表2所示。颜料的选择要从多方面考虑,如颜料的色相、着色力、遮盖力、耐热性、耐候耐光性、耐沸水性、毒性等等;而且由于一些颜料可能带有对树脂和固化剂起到促进作用的活性基团,所以也要考虑颜料对涂料反应速度、粘度的影响。为了提高粉末涂料的耐候性,颜料要选择耐光性在7-8级(8级*好),耐候性4-5级(5级*好)的品种,同时耐热性和耐沸水性要满足铝型材行业的使用要求。从表2可知,由颜料本身的性质决定,有机颜料的耐光性和耐候性有限,而无机颜料不够鲜艳,所以一些鲜艳颜色的粉末大多使用了耐光性和耐候性有限的有机鲜艳颜料,这就是鲜艳颜色的涂膜耐老化色差较大的主要原因。因此,为了保证鲜艳颜色涂膜的耐候性,除了选用耐候性能优异的其他材料,更加要注意颜料的选择。4.填料:填料的重要功能是添加到粉末涂料中以后,能够改进涂膜的硬度、刚性和耐划伤性等物理力学性能,同时有利于改进粉末涂料的贮存稳定性、松散性和带电等性能。[3]铝型材粉末涂料中*常用的填料为硫酸钡,经过对多个厂家的硫酸钡进行耐老化检测,发现耐候性能无明显差别。因此,为了保证涂料的耐候性,必须使用纯度高的硫酸钡作为填料。硫酸钡进仓前必须经过检验,使用10%的盐酸溶液是*简单快捷的方法,可以快速检测出硫酸是否含有碳酸钙,碳酸钙会降低涂料的耐候性能,不能作为铝型材用粉末涂料的填料。5.助剂:在粉末涂料配方中,助剂的用量很少,但在一般粉末涂料配方组成中是不可缺少的成分,而且对涂膜的外观及某些性能起决定性作用。经过对各国内大型厂家同类助剂进行加速老化对比试验后,发现不同厂家的流平剂、光亮剂、安息香等对涂膜耐老化性能影响不大;而不同厂家的蜡粉、消光剂对涂膜耐老化的影响较大。因此,为了提高粉末涂料的耐候性,可以考虑使用耐老化性能好的蜡粉和消光剂。二、配方结构:通过粉末涂料中聚酯树脂的酸值和固化剂羟基当量的计算,设计合适的固化剂用量,并通过加速老化试验的验证,使用*佳的固化剂用量,使涂料在固化时能够充分固化,从而达到*好的耐候性能。
在满足粉末涂料各项性能的前提下,尽量在配方中减少原材料的种类,特别是对涂膜耐候性起负作用的材料。在不影响涂膜遮盖力以及硬度、耐磨性的前提下,适当降低配方中的颜料(特别是吸油量大的颜料)和填料的用量,使配方中的颜料能够在熔融混炼过程充分被树脂包覆,在涂膜的使用过程中减少颜料的颜色变化,从而达到提高涂膜耐候性的目的。三、制作工艺:粉末涂料制作过程主要包括预混合、熔融挤出、压片破碎、分级粉碎四个阶段,其中预混合、熔融挤出两个工艺对粉末涂料的耐候性能有很大影响。预混合的作用是为了使粉末涂料配方中的各种原材料组成分散均匀,为熔融挤出打下良好的基础。为了提高耐候性,在预混合阶段,原材料必须按一定的先后顺序进行投料,而且投料量控制在混料缸容量的20%-80%,并适当延长混合时间。熔融挤出是为了使粉末涂料组成中的各种成分混合均匀,也就是达到粉末涂料成品中的每个粒子组成成分一样。为了提高耐候性,在熔融挤出阶段,在不出现胶化粒子的前提下,适当提高挤出机温度(特别是在气温较低的情况下),使树脂熔融成一种流体,保证颜料能有良好的润湿和获得*大的剪切力,有利于颜料等的高度分散,使各组分成为一个均匀的体系;在保证生产进度的同时,可以适当降低挤出速度,保证物料有充足的熔融混炼时间;从而提高混炼效果,使粉末涂料中的颜料填料被树脂充分包覆,而且各种原材料成分粒子分散均匀,特别是固化剂和树脂能按配方的比例混炼均匀,固化时涂膜能够充分固化,从而增加涂膜的表面致密性,*终提高粉末涂层的耐候性。四、固化条件:粉末涂料只有充分固化的情况下,树脂的高分子链才会和固化剂完全交联,各项物理化学性能才会达到*佳状态,耐候性能也不例外。因此,提高耐候性能必须使粉末涂料充分固化,固化时要控制好温度和时间。综上所述,对于提高铝型材用粉末涂料的耐候性,可参考如下思路:选用耐候性能好且流平不至于太差的树脂;注意鲜艳颜料、蜡粉、消光剂的选择;设计有利于提高涂膜耐候性的配方结构;控制好粉末涂料生产工艺。


磷化处理工艺的表调:表面调整剂可以工件表面因碱液除油或酸洗除锈所造成的表面状态的不均匀性,使铝材表面形成大量的极细的结晶中心,从而加快磷化处理工艺反应的速度,有利于磷化处理工艺膜的形成。(1)水质的影响--槽液所用水质中如所含水锈严重、钙镁离子含量较大,会影响表调液的稳定性,槽液配制时可预先添加软水剂以水质对表调液的影响。(2)使用时间--一般表调剂采用的是胶体钛盐,其存在胶体活性,当使用时间较长或所含杂质离子较多时胶体活性会丧失,此时胶体的稳定状态被破坏,槽液沉淀分层,呈絮状,此时必须更换槽液。磷化处理工艺--磷化处理工艺是一种化学与电化学反应形成磷suan盐化学转化膜的过程,所形成的盐化学转化膜称之为磷化处理工艺膜。客车涂装常用的是低温锌系磷化处理工艺液.磷化处理工艺的主要目的是给基体铝材提供保护,在一定程度上防止铝材被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力。磷化处理工艺是整个前处理工艺相当为重要的一个环节,其反应机理复杂且影响因素较多,因此磷化处理工艺槽液相对于其它槽液的生产过程控制要复杂得多。(1)酸比(总酸度与游离酸度的比值):提高酸比可加快磷化处理工艺反应速度,使磷化处理工艺膜薄而细致,但酸比过高会使膜层过薄,易引起磷化处理工艺工件挂灰;酸比过低,磷化处理工艺反应速度缓慢,磷化处理工艺晶体粗大多孔,耐蚀性低,磷化处理工艺工件易生黄锈。一般来说磷化处理工艺yao液体系或配方不同其酸比大小要求也不同。(2)温度:槽液温度适当提高,成膜速度加快,但温度过高,会影响酸比的变化,进而影响槽液的稳定性,同时膜层晶核粗大,槽液出渣量增大。(3)沉渣量:随着磷化处理工艺反应的不断进行,槽液内的沉渣量会逐渐增多,过量的沉渣会影响工件表面的界面反应,导致磷化处理工艺膜发花、挂灰严重,甚至不成膜,因此槽液必须根据处理的工件量和使用时间适时进行倒槽,进行清渣除淤。(4)亚xiaosuan根NO-2(促进剂浓度)NO-2可加快磷化处理工艺反应速度,提高磷化处理工艺膜的致密性和耐腐蚀性,含量过高时使膜层易出现白点或发彩现象;过低,成膜速度缓慢,磷化处理工艺膜易生黄锈。(5)liu酸根SO2-4:酸洗液浓度过高或水洗控制不好都易导致磷化处理工艺槽液内liu酸根离子增高,过高的liu酸根离子会减慢磷化处理工艺反应速度,使磷化处理工艺膜晶粒粗大多孔,挂灰严重,磷化处理工艺膜的耐蚀性降低。(6)亚铁离子Fe2+:磷化处理工艺溶液中含亚铁离子量过高时,会使常温磷化处理工艺膜防腐能力下降;会使中温磷化处理工艺膜晶粒粗大,表面浮白灰,防腐能力下降;会使高温磷化处理工艺液沉渣量增大,溶液变混浊,同时游离酸度升高。


