





钢板规范及金相组织:60SI2MN钢板
热处理规范:淬火870℃±20℃油冷; 回火480℃±50℃(特殊需要时±30℃)。
交货状态:热轧钢材以热处理或不热处理状态交货,冷拉钢材以热处理状态交货。
热处理方法
60Si2Mn热处理方法有等温回火和分级淬火、亚温淬火及高温回火、 形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。 60Si2Mn属于弹簧钢适宜制作汽车钢板弹簧。
热处理工艺
球化退火:采用850度加热、油冷淬火、短时间等温球化工艺(790度加热25Min,急冷到680度保温1H,炉冷到500度出炉),可获得理想的球化组织。60Si2Mn钢淬火温度正常取850度~870度,油冷。回火温度视模具零件的硬度要求而取,如 400度回火,硬度46HRC; 500度回火,硬度40HRC; 600度回火,硬度34HRC。 在150~160度之间回火性能得到 的配合,注意必须避开300度左右的回火脆性区。要求有较高韧性的工模具、要求尺寸稳定性好的量具,回火温度可以提高到250度左右,硬度为55~60HRC,有较好的韧性。 AC1-755,Ac3=810,Ar1=700Ar3=770Ms-300~305, 退火;750C-炉冷-HBS≤222 正火;830~860C-空冷-HBS≤302 淬火;870C-油-HRC>61 不同温度回火后的硬度值HRC: 150C-61,200C-60,300C-56,400C-51,500C-43,550C-38,600C-33,650C-29 常用回火温度430~480C,水或空气,HRC45~50 以下是汽车钢板弹簧热处理的参数 淬火加热保温时间与厚度有关:mm/min,6.5/2,8/3,8.5-10/4,12/5 回火保温时间与厚度有关:mm/min,<10/25-30,10-15/30-35,15-20/40-45,20-25/45-50。
常用于钢材行业,区别于热轧卷。是指在常温下直接用轧辊轧制成一定厚度并用收卷机卷成整卷的钢带。
相比热轧卷来说,冷轧卷的表面光亮,光洁度高,但会产生较多的内应力,经常在冷轧后进行退火处理。生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。
折叠编辑本段规格
厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。
折叠编辑本段牌号
Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-06等
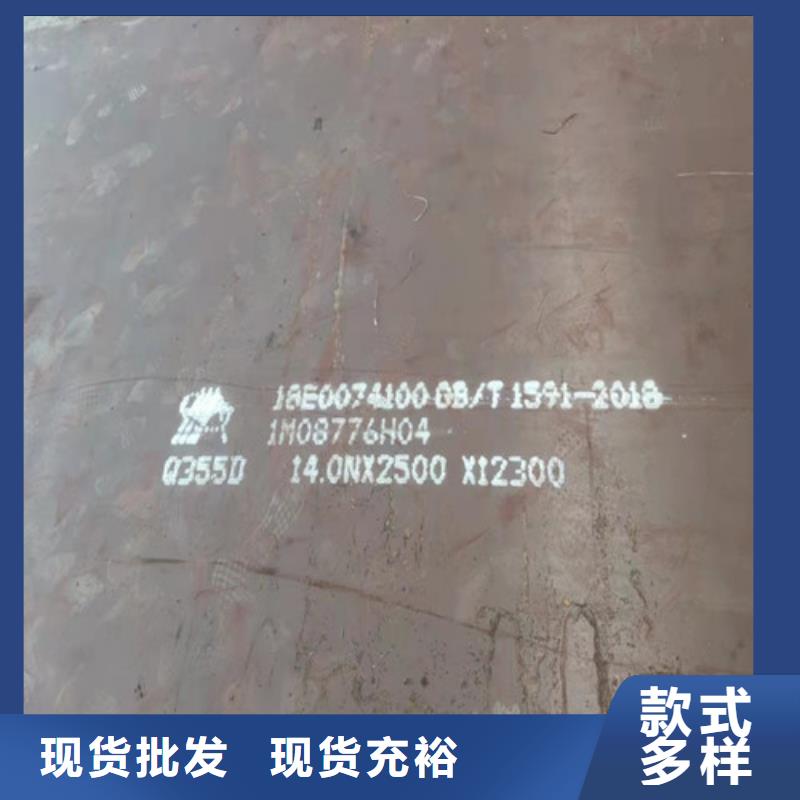
热轧板,即热轧钢板和钢带,俗称热板,通常也会把轧写成扎字,如热扎板,但都是指的同一种热轧板。指宽度大于或等于600mm,厚度为0.35-200mm的钢板和厚度为1.2-25mm的钢带。
标准:中国
分类和代号:
按边缘状态分: 切边 Q 不切边 BQ
按轧制精度分: 较高精度 A 普通精度 B
定义
钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
钢带是指成卷交货,宽度不小于或等于600mm的宽钢带。
尺寸规格
钢板尺寸应符合表《热轧钢板的尺寸规格(摘自GB/T709-1988)》的规定。
钢带尺寸应符合表《热轧钢带的尺寸规格(摘自GB/T709-1988)》的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为100mm或50mm倍数的任何尺寸,但宽度小于等于4mm钢板的小长度不得小于1.2m,厚度大于4mm钢板的小长度不得小于2m。
根据需要要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
根据需要要求,经供需双方协商,可以供应其他尺寸的钢板和钢带。
热轧钢板的尺寸规格(摘自GB/T709-1988)
Mn13高锰耐磨钢板的切割建议采用等离子切割。 等离子切割分为水下等离子和空气等离子切割两种。采用水下等离子切割时等离子气体可产生几千度的高温高锰钢板切口处迅速熔化并因水的阻隔避免了氧化水又对钢板及时进行冷却阻止碳化物析出使钢板切割面光滑平整无热影响区切割质量 是切割高锰钢的 。也可采用空气等离子切割。 2、Mn13高锰耐磨钢板也可采用传统的火焰切割。 采用火焰切割时建议采用切割小车根据钢板厚度不同采用不同规格的枪头燃气和氧气配比调整适当( 是中性火焰) 是全部调整好后再开始下料防止因中途熄火引弧造成断面缺口影响切割质量。 3、Mn13高锰耐磨钢板的焊接: 高锰耐磨钢板的焊接可采选用手工电弧焊的方法。 焊条选用D256(堆256)或D266(堆266)焊条;焊接前应打磨焊缝,要彻底清理工件坡口及边缘,去除铁锈、油污,同时将焊条烘干;焊接时,应选择小直径焊条(一般为3mm-3.5mm),小电流、高电压、多焊层、多焊道、快速焊接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹能力。也可使用流动水快速降温。
折叠编辑本段化学元素含量
mn13各化学元素含量 单位%
牌号
C
Si
Mn
P
S
Mn13
0.90-1.20
0.30-0.80
11.00-14.00
≤0.035
≤0.030

