




电气焊-糕点面点专业就业快视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:电气焊-糕点面点专业就业快的图文介绍
现阶段我国推行就业制度:焊接培训工上岗必须拥有相应职业资格、操作、上岗等.单凭大中专文凭就业的历史将宣告结束,一些大学毕业生回技术学校毕业后后再就业,这说明技能比一个学位!一些初中毕业生,年轻时不学技术,靠劳动赚钱,工资很低,但随着我们年龄的增长,有越来越少的工作.大中专毕业生在工厂工作学习技能后可以成为的技术工人,积累的工作经验在收入会越来越高,越来越多的就业机会.学电气焊请来河北保定虎振电气焊培训学校。
如果有人问:“科学家”和“电焊工”谁更重要时,也许您认为他们根本没有可比性,甚至会哑然失笑,因为在很多人眼里,他们就像一条河与一滴水,一个源远流长,一个瞬间淹没、不留痕迹。


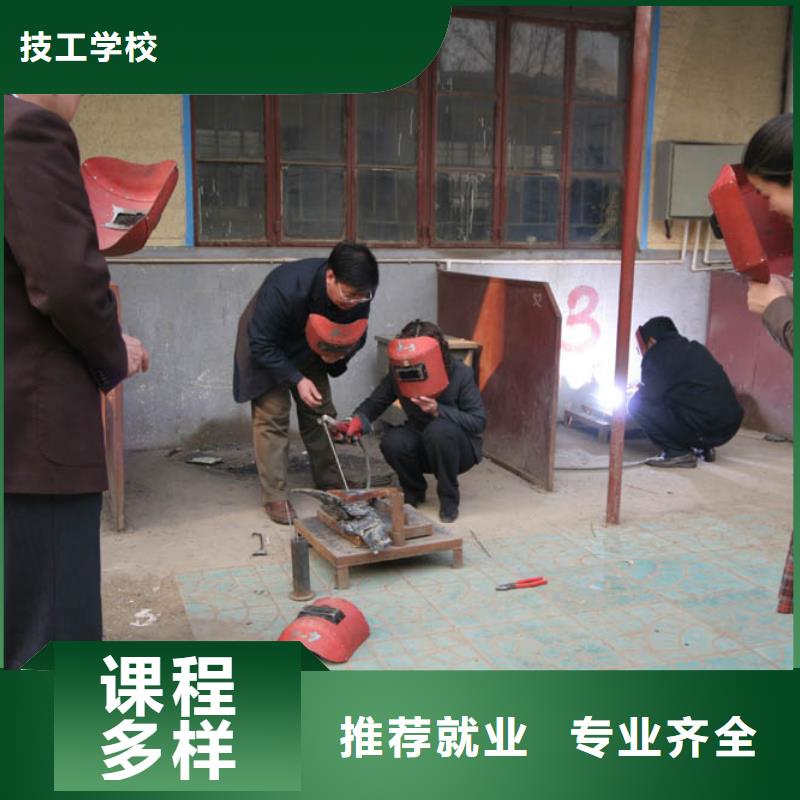
看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度,电弧距离是焊条的直径,主要是手要稳不要抖,焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度,电弧距离是焊条的直径,主要是手要稳不要抖,焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。



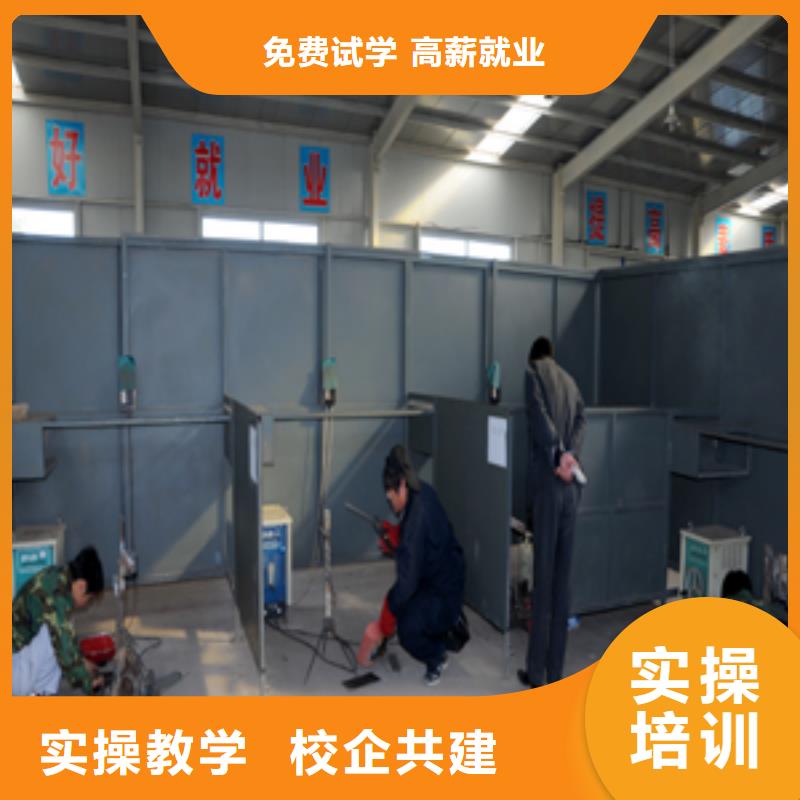
金属成品的三大制作要素是:下料、焊接、验收,其中“下料”是合格产品的重要保障,也是成品加工中重要的一环。它能直接影响到产品的质量也直接影响着下一程序的能否进行,所以我校为了更好地履行职业技术学校“学以至用”的办学宗旨,特别设置了管工专业,它包括:1、识图、2、放样、3下料、4校对、5分割、6矫正、7组装等重要步骤。通过大量的理论结合实物操作,把焊接前相关的工序全部熟练地理解、掌握和应用。
槽钢的对接与插接图样展开
工字钢的对接与插接图样展开
三通的制作
不同角度弯头的制作
天圆地方的制作工艺
同位异经管的对接工艺



萍乡技工学校多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 烹饪学校产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。



焊接材料的選擇
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。



