

不要错过这部精心制作的【轧辊钢耐磨钢厂家匠心工艺】产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:河北张家口【轧辊钢耐磨钢厂家匠心工艺】的图文介绍

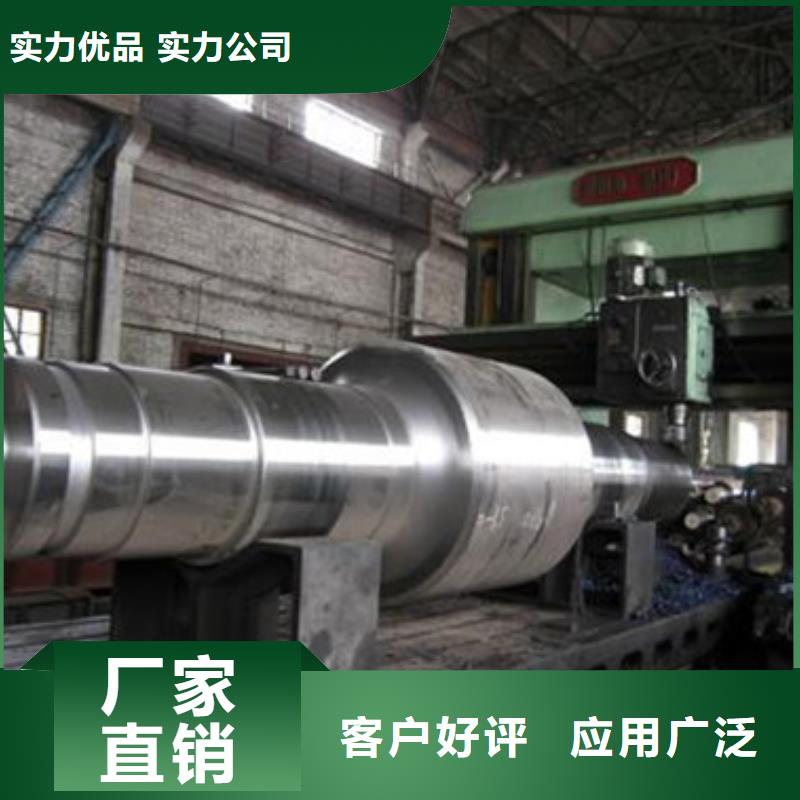
较原双层或三层复合高速钢轧辊,在轧制过程中工作层剥落率降低30%左右,断辊机率减少50%-60%。但该方法制造高速钢轧辊工艺过于复杂,金属熔体种类过多,操作麻烦。 近有关机构对高速钢轧辊偏析机理进行了深入研究,发现离心铸造高速钢轧辊偏析的主要原因是高速钢中存在与金属熔液密度不同的原子簇团,在离心力作用下,密度大的原子簇团向辊面移动,密度小的原子簇团向轧辊心部移动。而原子簇团产生的主要原因是高速钢轧辊中各种元素的物理和化学性质不同。影响离心铸造高速钢轧辊偏析的主要因素有:离心机转数、金属液凝固冷却速度和原子簇团性质,转速越高,凝固冷却速度越小,偏析越严重,反之偏析减轻。相同体积和密度的原子簇团,呈团块状或条状,比呈球形时的空间伸展尺度大,


式中D为工作辊辊径;μ为摩擦系数;K为金属平面变形抗力;E为机械弹性模量。为了轧制出更薄的板带材,必须减小工作辊辊径,采用的工艺润滑剂(见塑性加工工艺润滑),减小金属的变形抗力,增加轧辊的弹性模量,有效地减小轧辊的弹性压扁。现代20辊轧机上采用直径小达10mm的碳化钨轧辊,可轧制厚度小到0.001mm的极薄带钢。
工程上,一般可按下式确定工作辊辊径与成品带材厚度的比例关系 D≤1000h
当增加中间退火和轧制道次时 D≤2000h
采用异步轧制技术可突破上述小可轧厚度的限制,其原理已不同于一般的轧制理论。
不论热轧或冷轧,轧相都是实现轧制过程中金属变形的直接工具,因此,对轧辊质量要求严格。
工程上,一般可按下式确定工作辊辊径与成品带材厚度的比例关系 D≤1000h
当增加中间退火和轧制道次时 D≤2000h
采用异步轧制技术可突破上述小可轧厚度的限制,其原理已不同于一般的轧制理论。
不论热轧或冷轧,轧相都是实现轧制过程中金属变形的直接工具,因此,对轧辊质量要求严格。



新物通物资(张家口市分公司)技术力量雄厚,主营产品 不锈钢厂家、316L不锈钢管、注浆管、20Crmnti合金钢管。自成立以来,产品已覆盖二十几个省。企业竭诚欢迎广大新老用户到本厂参观、考察、洽谈指导,新物通物资(张家口市分公司)全体员工,愿以优良的产品,良好的服务,竭诚与各界朋友携手合作,共创辉煌!真诚期待您的来电洽谈与指导!


二是高速钢轧辊在使用过程中辊身表面能够形成附着力强、均匀而致密的氧化膜,这种氧化膜长时间存在而不脱落,使得高速钢轧辊耐磨性得到显著提高。
三是高速钢的线膨胀系数大,所以在轧制过程中,由于整个辊面的温差,辊身中部的膨胀量比辊身两端的膨胀量要大一些,随着轧制周期延长,这种辊径差越来越大。
因此,利用高速钢轧辊材料这一特性,在轧辊上机使用前,人为地将辊面修磨成合理的负凸度,通过控制轧辊辊身冷却水量的梯度分布来控制辊型的变化量,以延长轧制周期,从而提高轧制量。
离心铸造高速钢轧辊工艺是指利用离心机浇注法铸造成型高速钢轧辊,有立式离心机浇铸法、卧式离心机浇铸法和倾斜式离心机浇铸法3种。高速钢复合轧辊是指轧辊采用三层结构,即外层高速钢、过度层石墨钢、芯部球墨铸铁。



