
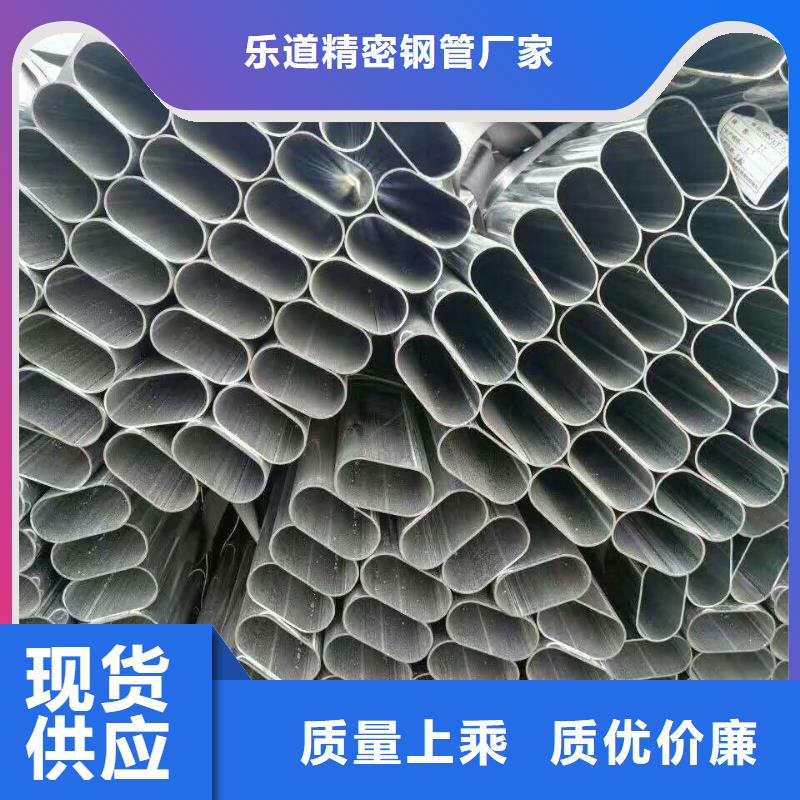



淮安异型管的分类:
淮安异型管用钢管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异型管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个淮安异型管非常常见的工艺检测方法有以下几种:
淮安异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
淮安异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;
淮安异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
淮安异型管退火温度
不锈钢异型管热处理一般是采取固溶热处理,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢异型管应为白炽状态,但没出现软化;
淮安异型管炉内水汽
一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是淮安异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了;
淮安异型管炉体密封性
光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中较容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
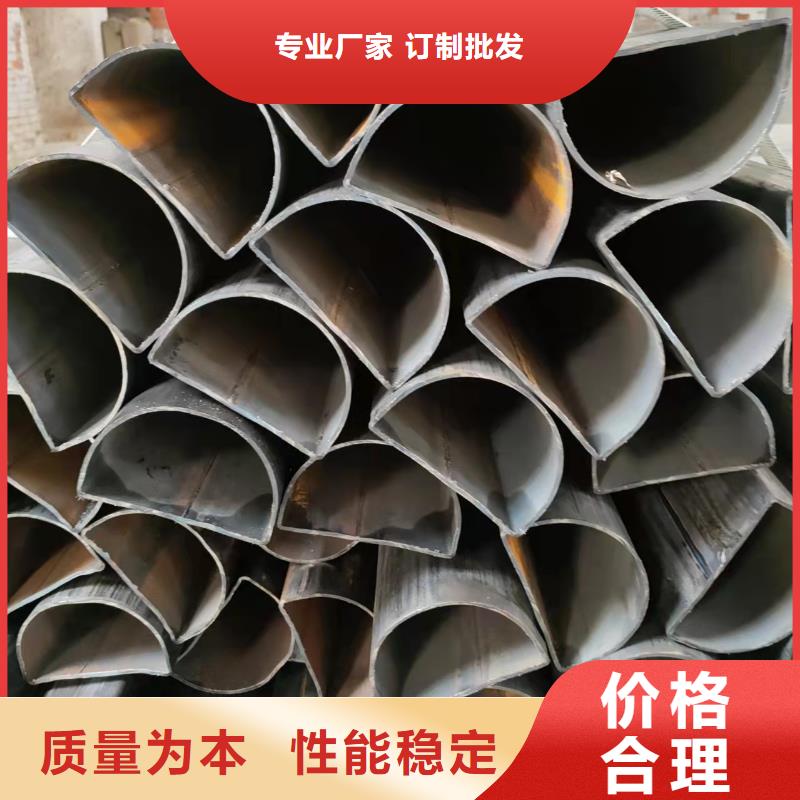
淮安异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
淮安异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
淮安异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。
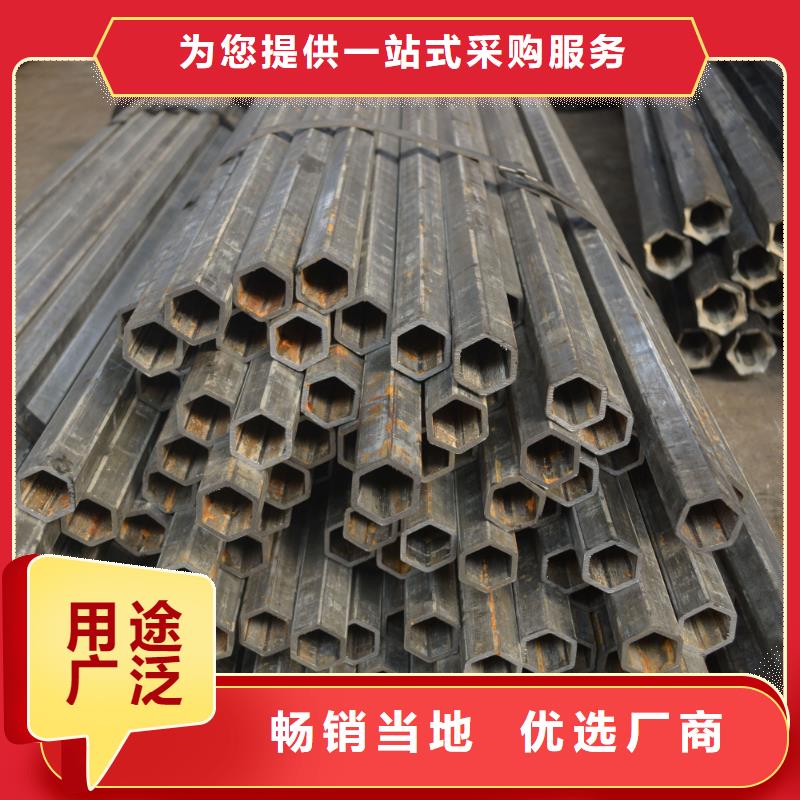
淮安异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
淮安异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
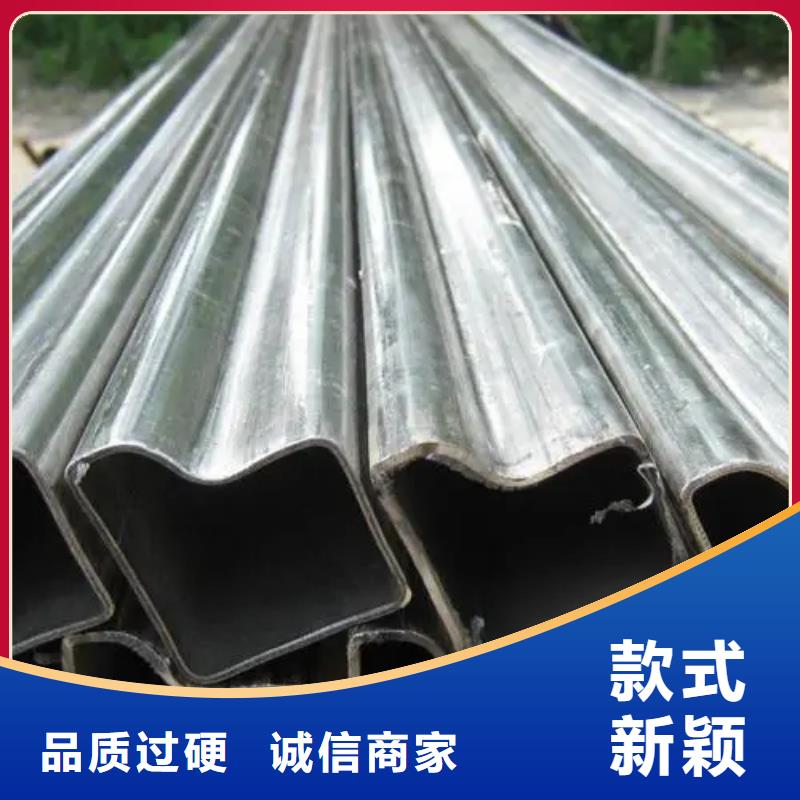
淮安异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
