




以下是耐磨板_高压锅炉管源头厂家来图定制的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:耐磨板_高压锅炉管源头厂家来图定制的图文介绍

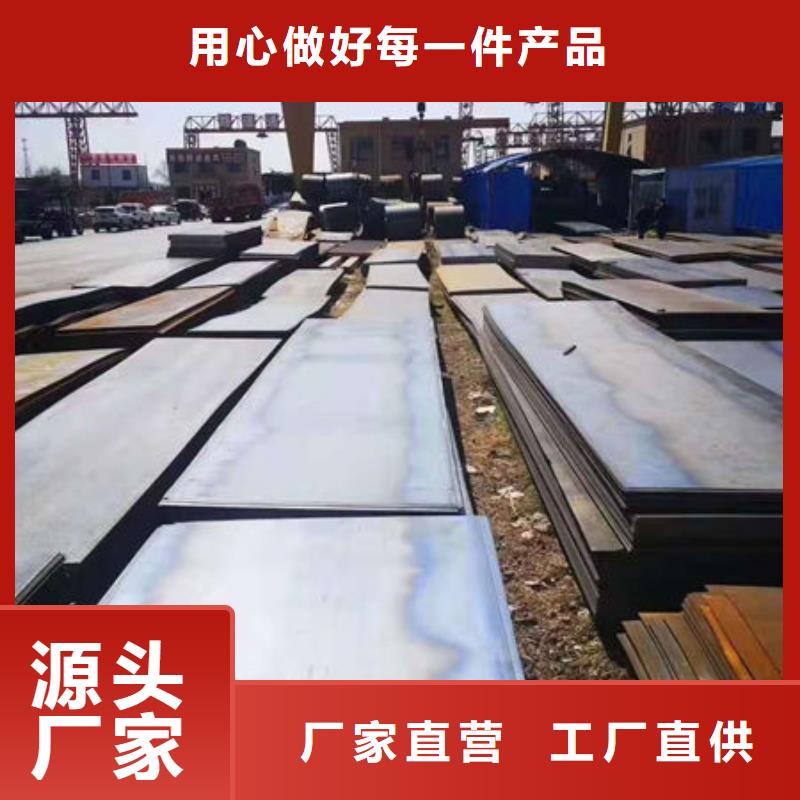
衢州融拓金属材料主营: 热轧无缝钢管 等。公司位于经济开发区东昌东路当代大厦,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。



在进行半自动切割时,应将导轨放在被切割衬板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。根据自动耐磨衬板切割加工及半自动切割方式的不同,各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以耐磨衬板厚度而定。 复合耐磨板的切割加工,有很多种加工方法可以选择,采用的切割方法不一样,切割工艺和切割结果也不一样,下面鑫州复合耐磨板就针对不同类型的切割方法做简单说明。复合耐磨板切割加工的时候主要用到的方法是火焰切割、水切割以及等离子切割。 在工业生产中,打多数企业都是整块复合耐磨板购买,然后自行切割成所需要的样式,但复杂的耐磨板切割工艺需要的切割工厂完成,或者企业不具备自行切割的能力,也需要切割工厂加工。首先介绍火焰切割,此方法在复合耐磨板切割加工的时候常用,就是把能燃烧能产生高温的染料和氧气按照一定的比例混合,燃烧的时候用高温把带切割的复合耐磨板氧化熔化,终使得耐磨板被加工成符合要求的样式。 复合耐磨板的退火将钢板加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。复合耐磨板的退火是将钢板加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,钢板的力学性能,残余应力;同时可降低硬度,塑性和韧性,改善切削加工性能。



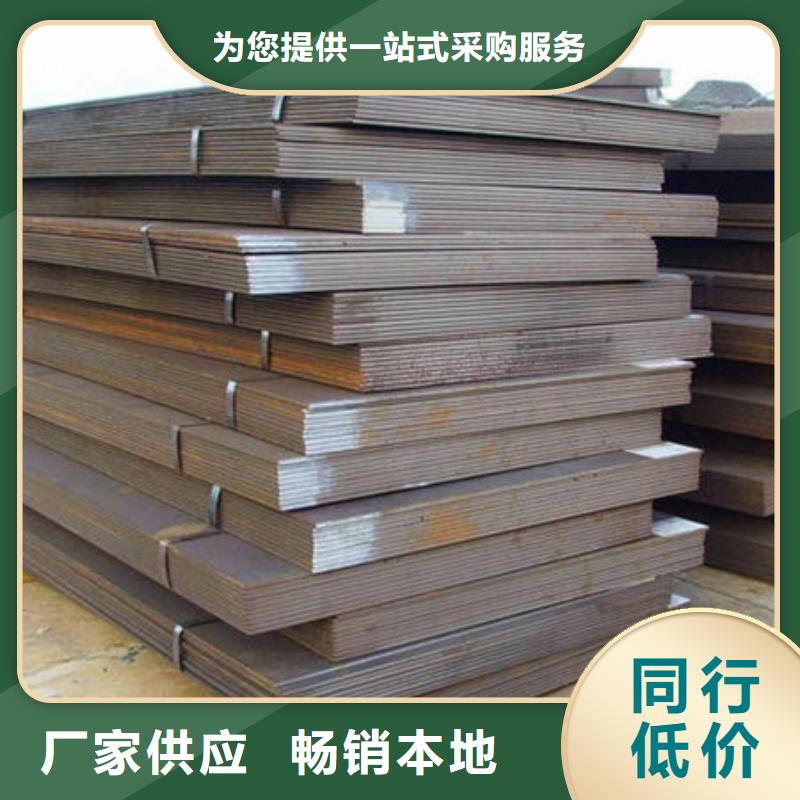
碳化铬耐磨板穿过墙壁或楼板时,均应加装套板,套板与板道之间的间隙不应小于10mm,并在空隙里面填加绝缘物,绝缘物内不得含铁屑、铁锈等物,绝缘物一般采用石棉绳。装卸碳化铬耐磨板时,应尽量避免钢丝绳、扣件等与其直接,存放它的货架,应用木板或是橡胶板与碳钢构件隔开,预先好锤或是木锤、铜锤,碳化铬耐磨板丝刷等工具。 不知道大家有没有了解过双金属耐磨板,今天鑫州厂家来给大家说说它的优势,一起来看看吧。双金属耐磨板的原材料都是选用优质材料制成的,符合 规范,与钢板一样。质量规范按YB/T4222-2010规范组织生产的。 双金属耐磨板的规格。厚度在8~60mm,宽度150-645mm,长度5-120m,且商品规格档距较密,能满足用户的需要,替代中板运用、不必切开,就可直接进行焊接。耐磨板的厚度大、宽度窄,截面尺寸规则、表面光洁。中二次选用高压水除鳞工序,保证钢板的表面光洁亮丽。 双金属耐磨板作规范准确,三点差,同级差优于钢板规范;耐磨板表面平直、板型好。双金属耐磨板的两侧边笔直,菱角分明。精轧中的二道立轧,保证了两侧边笔直度好,边部表面质量好,而且坚固耐用,耐腐蚀,使用寿命长。


另外有耐磨板的高温强度,强化晶界的作用。铝(Al):主要用于脱氧和细化晶粒。在渗氮耐磨板中形成耐蚀的渗氮层。含量高时,赋予双金属耐磨板在高温时抗氧化性和耐H2S气体的腐蚀性能。近年来,常把铝作为合金元素加入耐热耐磨板中。 通常把焊接复合耐磨板的方法分为熔焊、钎焊、和压焊三类。熔焊焊接过程中,将复合耐磨板的接头加热至融化状态,不加压力而完成焊接的方法称为熔焊。熔焊时,热源将待焊两工件口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连为一体。 钎焊焊接过程中,采用比母材熔点低的金属材料做钎料,将复合耐磨板和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,从而实现连接复合耐磨板的方法称为钎焊。 常用的熔焊方法有电弧焊、气焊电渣焊等。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。压焊焊接过程中,必须对复合耐磨板施加压力(加热或不加热),使两工件在固态下实现原子间结合,以完成焊接的方法称为压焊。

