

云海旭金属材料有限公司 平顶山铝合金护栏品牌保证
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于“竖式流态化”流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品。 什么是公路护栏啊。它的工作原理是什么,怎么就能起到防护作用了呢。公路护栏是公路防撞设施,主要是为了防止失控车辆冲出道路。材料的话一般都是镀锌钢板加工的,根据公路等级不同而采用不同的规格。用性的话来说,“它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。 它利用土基、立柱、横梁的物理变形来吸收碰撞产生的能量,并迫使失控车辆改变行驶方向,回复到正常的道路行驶方向。波形防护栏,的作用就是“吸能”,它刚柔并济,车辆在对它进行碰撞时,由于波形防护栏有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。 再有好处就是占地空间小,而且对道路没有要求,任何空间都可以安装使用。还可在小半径弯道上使用,损坏处容易更换。当路面维修或其它原因需要并通时,可方便地把开口处的各组护栏立柱拔出移走,开辟通道,便于车辆通行。
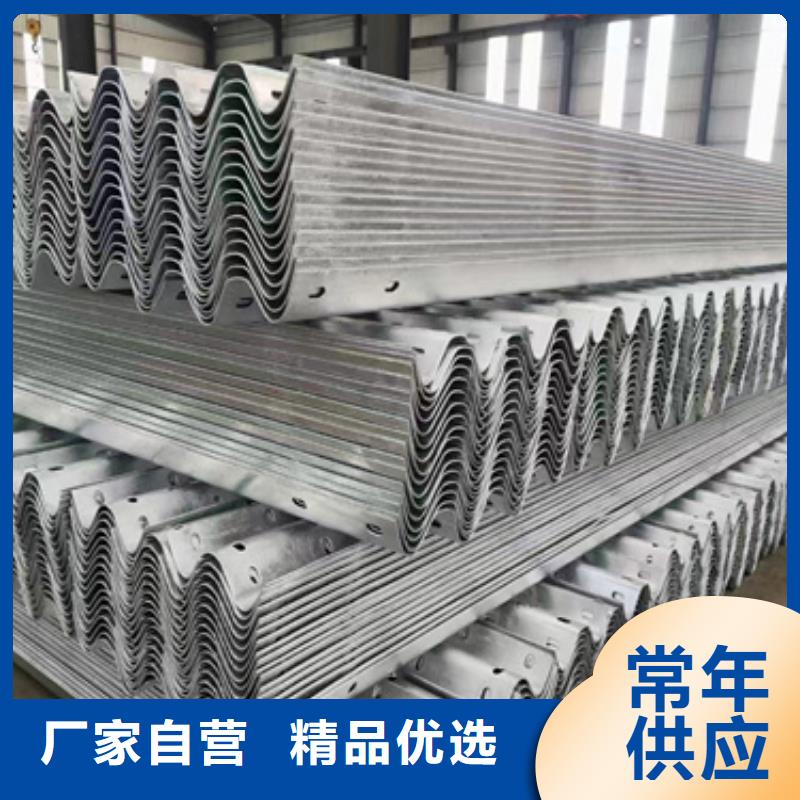
要满足这样的需求,就要对护栏的材料类型进行研究。护栏的构造形式主要有半刚性护栏、刚性护栏和柔性护栏。目前应用较为广泛的是半刚性护栏。波形梁护栏是半刚性护栏中的一种常用形式,具有一定的刚度和韧性,主要通过横梁、立柱和土基的变形吸收碰撞能量,损坏部件容易更换,且具有一定的视线诱导作用。 波形梁护栏由波形护栏板、立柱、托架、防阻块、端头、紧固件等组成。其中护栏板、立柱、防阻块的材料是普通碳素结构钢,拼接螺栓的材料为45 钢、20TiB钢,螺母为35 钢,垫圈为扁钢和带钢,连接螺栓为普通碳素钢。护栏的各部分构件均要进行防腐处理。 缆索护栏是由钢丝绳捻制的柔性护栏。根据设置地点可分为路侧和分隔带两类.按埋设条件可分为埋设于途中和埋设于混凝土中两类。在立柱无法打入和路基填土不能保证立柱埋置深度的地方采用混凝土基础。缆索采用具有较高强度的抗腐性能优良的3x7镀锌/右拧的构造。 缆索护栏由端部立柱、中间端部立柱、中间立柱、托架、缆索锚具、紧固件组成,要求其进行表面防腐处理。沿海与内陆地区的高等级公路、的防腐也是有待解决的重要问题。希望一些有条件的钢铁企业联合冷弯型钢生产企业一道出高品质高速公路护栏钢。

马路隔离护栏_道路护栏_新型护栏在2015年做了哪些。新型隔离护栏立柱顶端装有太阳能灯,可大大降低事故发生率。是夜间,在灯光的照射下,护栏能够发出强光,异常醒目,既给广大交通参与者构筑了屏障,又为城市增添了一道靓丽风景,具有明显的科技优势。 新型隔离护栏采用特有的降波设计,在靠近路口处逐渐降低高度,使在路口需要调头的司机视野不再被护栏遮挡,行车更加。 隔离护栏采用新式防炫目材料,高质量、高反光膜集设计人性化、科技含量高、性能强等诸多优势于一体,将在规范市民交通参与行为、交通事故方面发挥重要作用。 下面向您介绍一下智能隔离栅在安装方面的一些注意事项:安装场地--隔离栅应安装在场所。电路的铺设--阻隔式栅本安端(蓝色端)和非本安端电路的衔接导线在汇线槽中应分开铺设,各自选用的套管。 本安侧的配线管道内不允许有其它电源线,包含其本安电路运用的电源线。通往风险场所的导线应选用有蓝色符 的本安导线,导线的软铜面积有必要大于0.5平方毫米,绝缘强度应大500。在对阻隔式栅进行通电调试前,有必要注意阻隔式栅的类型、接线办法、线路极性等是不是契合规划及商品需求中的规则,不然可能对人身及设备形成损伤。


高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。 高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。它利用土基、立柱、横梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,回复到正常的行驶方向,防止车辆冲出路外,以保护车辆和乘客,事故造成的损失。 防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。 施工当中的三大,如今已经成为道路施工、保护市民出行的有力保障。施工,都有相当严格的工序,每一道程序都关于到整个施工进度的开展。保障公路护栏正确施工、将是一项长期工程,对于每一个施工团队来讲,都是十分重要的内容。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
