








墨铸铁管使用操作水平与分析阿坝球墨铸铁管的冶铸方法与其他工业铸造类似才,它不同的是,阿坝球墨铸铁管高铬铸铁的热处理阿坝球墨铸铁管在开工前铸造前需要添加一些相应发球化剂如:以镁或稀土镁结合金球化剂在在浇注前加入铁水中,DN800阿坝球墨铸铁管使石墨球化,应力集中降低,阿坝球墨铸铁管-球墨管-阿坝球墨铸铁管厂家-阿坝格瑞管业有限公司使管材具有的强度大,延伸率高,阿坝球墨铸铁管高铬铸铁的热处理耐 冲击,DN800阿坝球墨铸铁管道中能与管道周围的土体个共同工作,DN800阿坝球墨铸铁管密封性好等优点;内壁采用水泥砂浆衬里,它改善了管道输水环境,提高了供水能力,降低了能耗。 
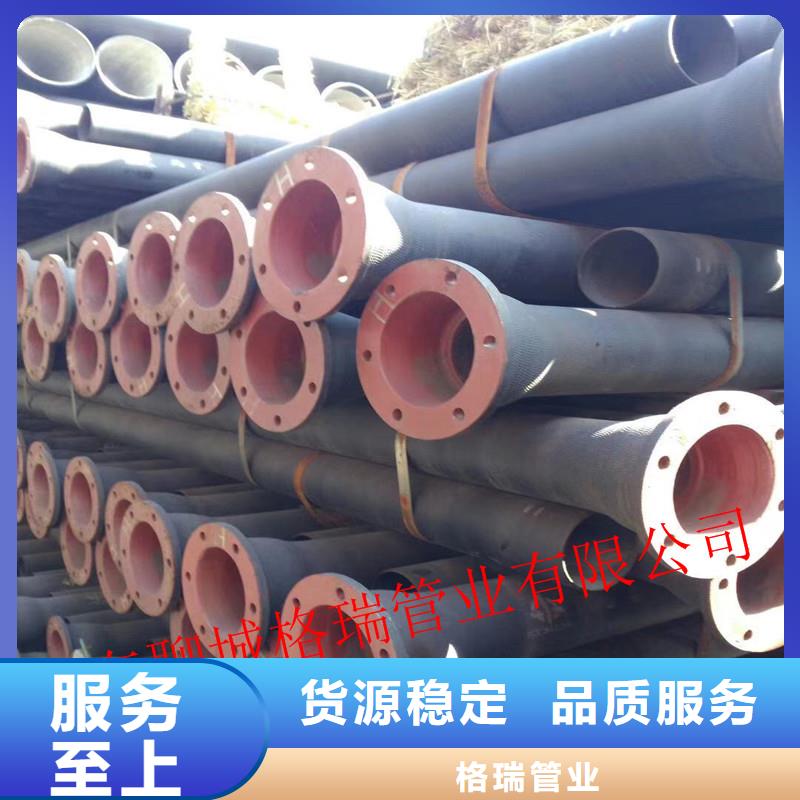
球墨管有着更加优越的性价比。阿坝球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。阿坝球墨铸铁管件从水力功能来看,因球墨管标准一般指内径,如DN500指管道内径为500mm。PE管标准一般指外径,由于同等标准条件下,球墨管能完成更大的径流量;从综合装置保护造价来看。
断面严重氧化无金属光泽裂口沿晶粒边发生和发展外形曲折而不规则的裂纹长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁有金属光泽称冷裂纹长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹一般长度为70mm~10 0mm。 阿坝球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹3)热裂纹。 
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。阿坝球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的阿坝球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。 
