




管线用钢制平板闸阀直缝焊管规格重量表为您介绍视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:管线用钢制平板闸阀直缝焊管规格重量表为您介绍的图文介绍
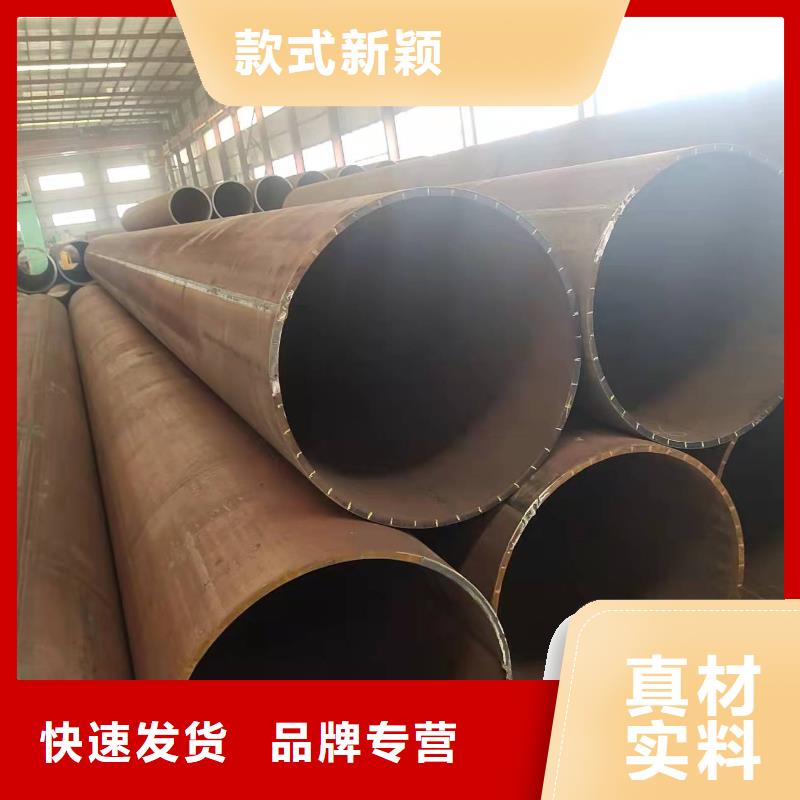
螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 b.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 按用途分类 直缝钢板卷管加工厂家按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。 一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。


大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



赣州山特金属制品有限公司自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 冷拨圆钢上下游产业结构,以行业健康领军为愿景,为 冷拨圆钢行业的健康发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。



钢板卷管镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。 电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。



