




一分钟的时间,对于了解我们的弯管现货充足量大优惠产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:弯管现货充足量大优惠的图文介绍

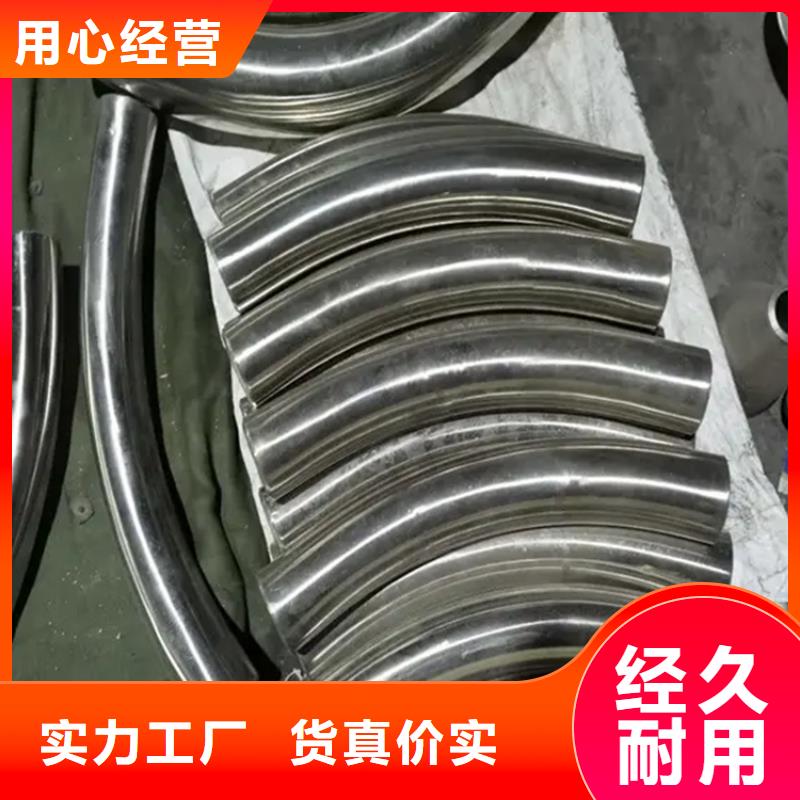
为了让用户用上满意的产品,那曲航萧管件建立了严苛的 中频弯管质量验收的标准,还拥有先进的操作技术,为客户提供精准的售后服务,以远高于验收标准的工艺确保 中频弯管的质量。



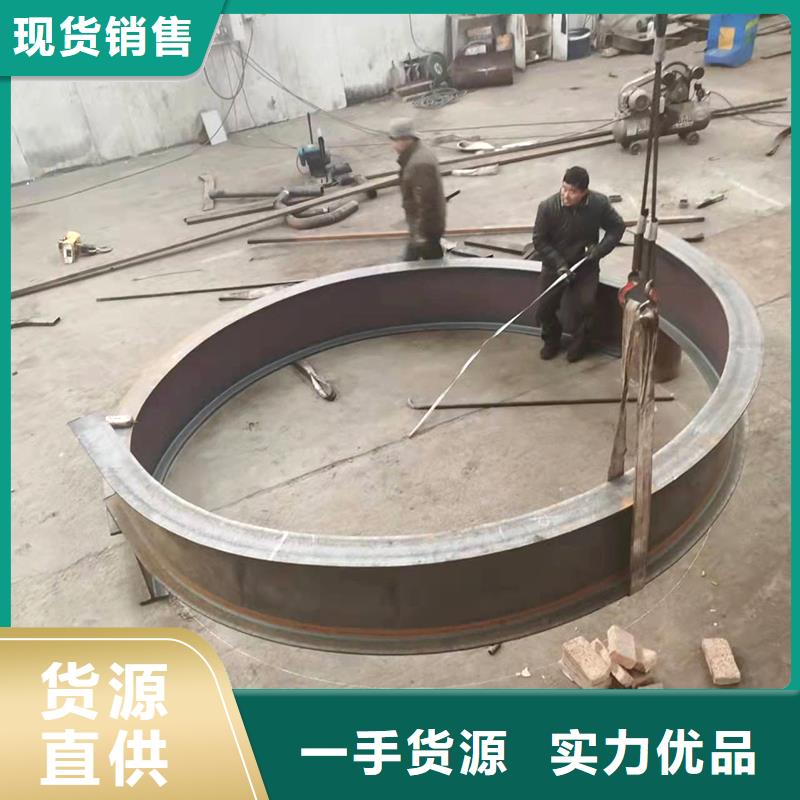
弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 弯管加工过程中如何防止开裂 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构 用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。



于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。


全自动弯管机的价格和服务是成正比的 相比液压弯管机,全自动弯管机的价格要高出不少,但对于家具业的弯管加工,特别是像座椅这样的弯管加工来说,还是很有优势的,全自动设备的价格比液压弯管机高出不少。但为何全自动弯管机在家具业仍然如此受市场欢迎呢,其实也不难理解,对于小型企业而言,每台全自动弯管机的售价是一个很大的障碍。由于液压弯管机成本较低,在售后的维修技术难度较大,而且修理费用也要有许多优点,对于大直径的管材液压弯管机可以另外购买,而全自动弯管机如果这样的话,成本费用会让企业考虑与产量对比。 与全自动弯管机床相比,普通液压弯管机床针对的客户群与全自动弯管机床针对的客户群完全不同,一个是一般市场客户群,两者在市场上的需求理念不一样,在选择全自动弯管机床的客户群时,对全自动设备的价格问题没有考虑,要的是产品的质量和设备性能的稳定性,所以我们的产品制造理念也不一样。 综上所述,不要说全自动弯管机价格太贵了什么的,相应的质量与售后以及服务,都是会更上一层楼的!



