
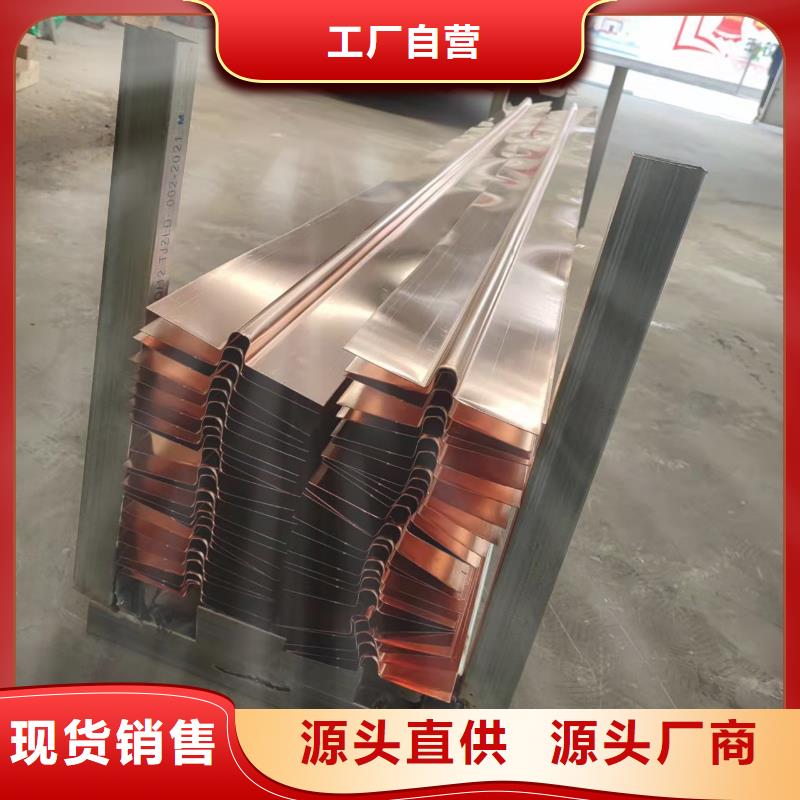



止水铜片公司生产的铜止水均执行 标准,西安止水铜片目前按照 规定执行GB/T 2059-2017,其对表面质量规定,表面应光滑、清洁,不允许有分层、裂纹、起皮、起刺、气泡、压折、夹杂和绿锈,但允许有轻微的、局部的、不使带材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、辊印、氧化色、油迹和水迹等缺陷。
除此之外,需对产品进行化学成分分析、外形尺寸检测、拉伸性能试验、硬度试验、弯曲试验,以及电性能试验、晶粒度检测。而对于检验结果的判定,化学成分不合格,则判定该批材料不合格。外形尺寸偏差和表面质量不合格,只证明该样品不合格,因此,进行此检测的时候,需逐一进行检测。当力学性能、弯曲试验、电性能和晶粒度的试验结果中有试样不合格时,应领取双倍数量的试样进行重复试验,重复试验结果全部合格时,可判整批产品合格。
铜止水的固定问题直接影响到后期的混凝土浇筑,同时还会对止水的效果起到相应程度的影响。一般铜止水固定不牢固,在浇筑过程中发生位移,那么伸缩缝内部便容易蓄水,引起渗透,从而发挥不了紫铜止水的防水作用。
为了简单快速的实现铜止水的固定,在对铜止水大样图进行设计的时候,可以使铜鼻子的深度稍微深一定,宽度根据伸缩缝的宽度确定,小于伸缩缝宽度2~4mm即可。那么在安装过程中,便可直接设置在伸缩缝内部,将铜止水固定住。
西安止水铜片厂家 金鸿耀工程材料有限公司主要产品有:紫铜止水片厂家,公司所有产品质量可靠,达到 、国际标准。
秉承服务社会的经营理念,本着以品质赢天下、以诚信服务为宗旨,力争提供工艺先进、品质可靠、价格合理的紫铜止水片厂家产品来回馈大众。
主要用于水利工程中的中底板间、底板和闸墩间伸缩缝处来防止地下水渗漏。
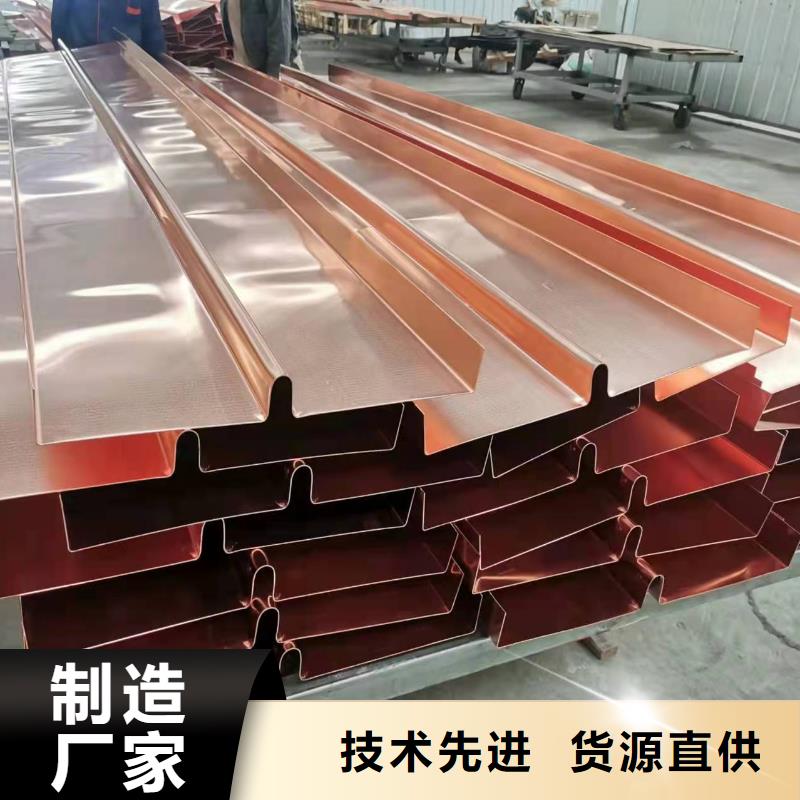
相对而言,铜具有较为优良的可加工性和较为良好的延展性,能够让底板不均匀的沉降时不发生断裂,能避免漏水情况发生。此外,铜具有极为的导电表现和高熔点的特性,因此当前止水铜片大多为紫铜或纯铜加工而成,熔点能够到1100度左右,同时密度也能达到8.9/立方厘米。而呈现出紫红色的原因则是止水铜片受到氧化后形成了氧化膜,而这一层氧化膜恰恰是西安止水铜片具有良好的抗腐蚀性、抗压强度的一种表现。
所采用的的铜质大多为T2型的普通紫铜,含铜量大于99.8%,是一种具有高稳定性的材料,集环保、性、易于加工、抗腐蚀性于一身,经过加工弯折后展现出的硬度极高。而在水利工程中,建筑物经常会受到各种原因的影响需要留沉降缝、伸缩缝,从而让建筑结构不会混在一起,而如果不采用止水铜片来进行防渗漏工作,水就会从建筑物的缝隙中渗透出来,极易产生隐患,甚至造成不可估量的后果。因此,为了工程质量的,都需要止水技术和止水材料来进行防渗漏工作,此时止水铜片就有了大显身手的机会。

由于止水铜片具有抗腐蚀能力强,抗拉强度高,延展性强 ,以及可塑性强等特点,西安止水铜片广泛的应用于基础止水、大坝止水以及隧道止水等当中。为了减少洪涝灾害以及便于对蓄水的利用,很多大型蓄水建筑都需设置止水铜片大坝止水。大坝止水同其他止水建筑一样,需要在施工前期以及施工过程中,对各个环节做到严格把关,因为一旦出现病危状况,那么从人力、物力以及财力方面,都是一项非常重大的损失。那么,首先就是对于大坝止水的材料选择方面。
总体来讲,大坝止水工程所采用的止水材料包括橡胶止水、铜止水和不锈钢止水等,其中常用的形式为651型橡胶止水带或国标止水带,以及W型止水铜片、F型铜止水。以三峡大坝为例,三峡大坝混凝土工程中所应用的止水带主要为铜止水带和塑料止水带。
对于大坝止水,我们选用的止水材料大都选择 标准规格型号,以期达到 的止水效果。除了常规的原材料准备外,因止水施工过程中的转角设施,我们还会用到铜止水接头做为止水铜片的衔接,按其厚度可分别采取折叠、咬接或搭接,咬接或搭接的形式,需要注意搭接需采用双面焊,且搭接长度要求不小于20mm。在焊接作业前须递交试焊样品报监理单位批准后方可进行,要求焊工只有经过考试合格后方可施焊并挂牌上岗。同类材料的衔接接头,均需采用与母体相同的焊接材料,铜止水接头如需用黄铜焊丝,需经监理工程师批准后方可使用。
使用的铜止水主要为开敞型中的Ω型,根据铜止水带厚度分为Ⅰ型和Ⅱ型。Ⅰ型铜止水带主要设置在大坝混凝土受水压力较大的部位(坝前甲块EL110.0m以下),距迎水混凝土表面3m处,在此处设有两道铜止水带,间距为1.5m,其中间设有三角排水槽。Ⅰ型铜止水带厚度为1.6mm,下料宽度为750mm,加工成型后宽度500mm。Ⅱ型铜止水带主要设置在受水压力较小的部位(坝前甲块EL110.0m以上顺接Ⅰ型)、廊道过缝周边、压力钢管和排砂钢管过缝周边以及主副厂房分缝处,厚度为1.2mm,成型后宽度500mm。
塑料止水带主要651型橡胶止水带,设置在纵缝和横缝封闭灌区止浆、主副厂房电梯井施工缝、分层水平施工缝、排水管沟等分缝处。
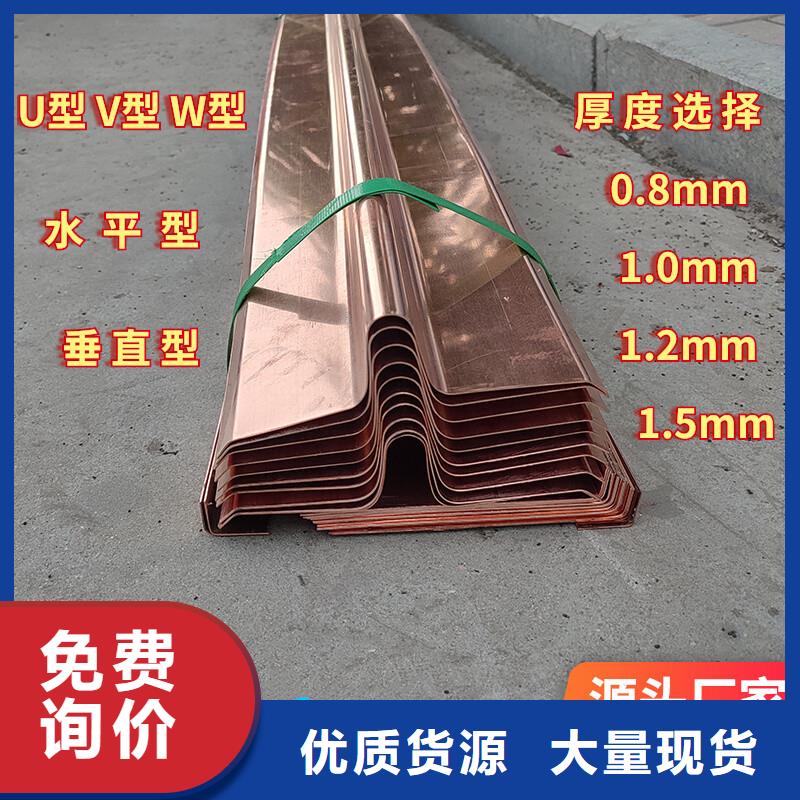
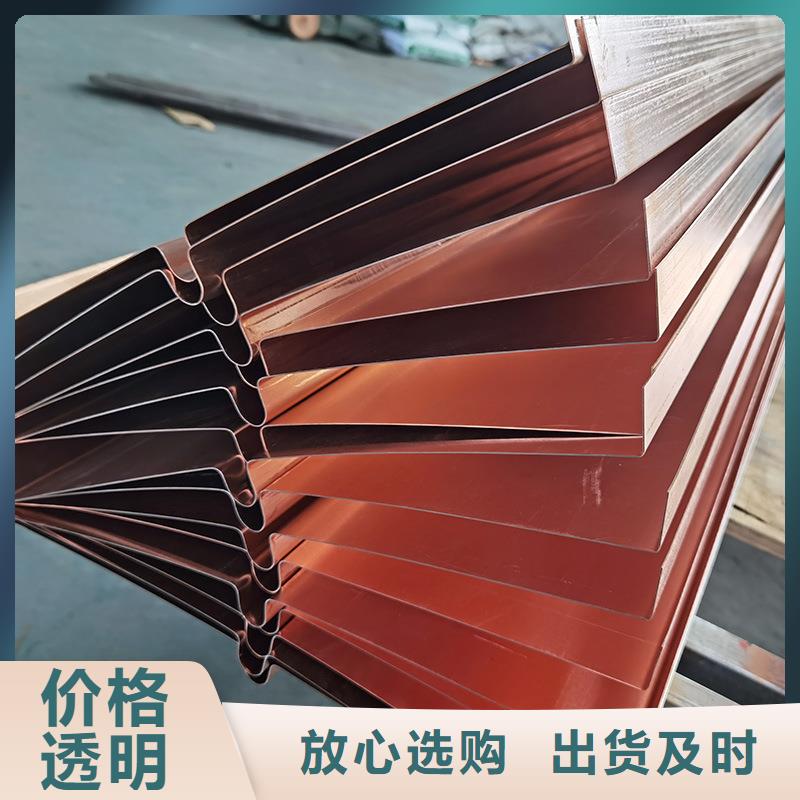
紫铜止水西安止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,
