




我们的直缝管_大口径薄壁流体管选择大厂家省事省心视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:直缝管_大口径薄壁流体管选择大厂家省事省心的图文介绍

埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。


直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。



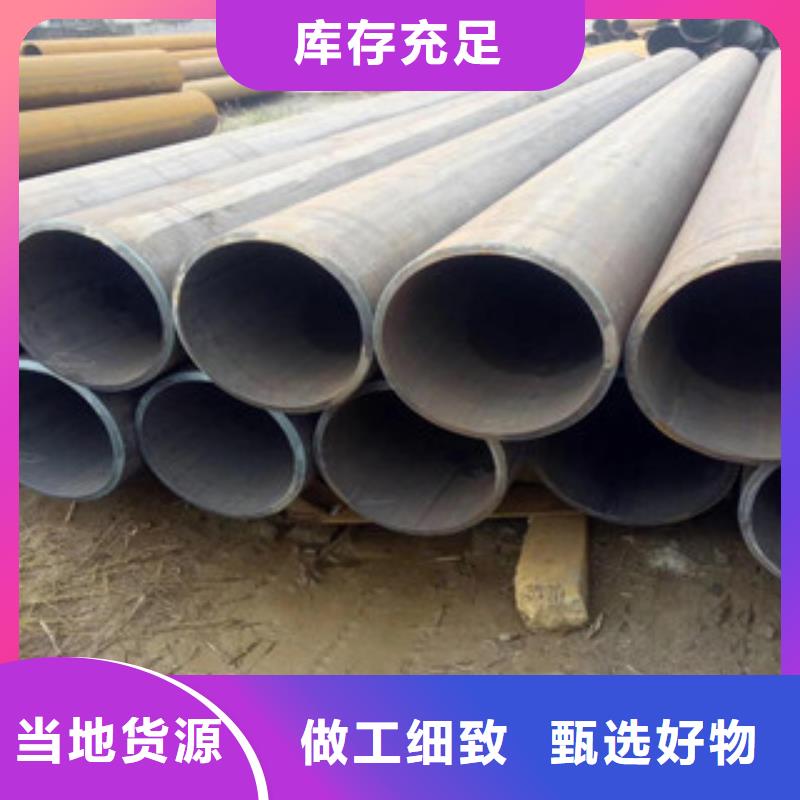
直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。


钢兴钢管 有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 广东佛山3pe防腐钢管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 广东佛山3pe防腐钢管产品。



