





彩钢瓦的安装工程一.瓦的正确铺放方式⒈重叠式(适用于长度≦15M的屋面)⒉交错式(适用于长度≧15M的屋面)二.专用钉正确使用方法⒈专用钉须打在瓦骨中间才能有防水作用。⒉专用钉固定间隔横竖为50CM~100CM( 4根/㎡)。⒊专用钉须由瓦的下端往屋顶方向打才能有美观、密封、整齐的效果。三.安装密封条脊瓦封檐盖⒈ 将密封条分开两半,对照瓦型压在屋顶处盖上脊瓦钢材使用专用钉固定。⒉侧面瓦的交接处,用水泥作密封处理后直接盖上脊瓦,脊瓦底部用小瓦档收尾。⒊瓦的下端即屋檐处直接安装封檐盖使用螺钉固定。⒌脊瓦交接处,对照接口用剪刀修剪成型后重叠并使用玻璃胶密封。
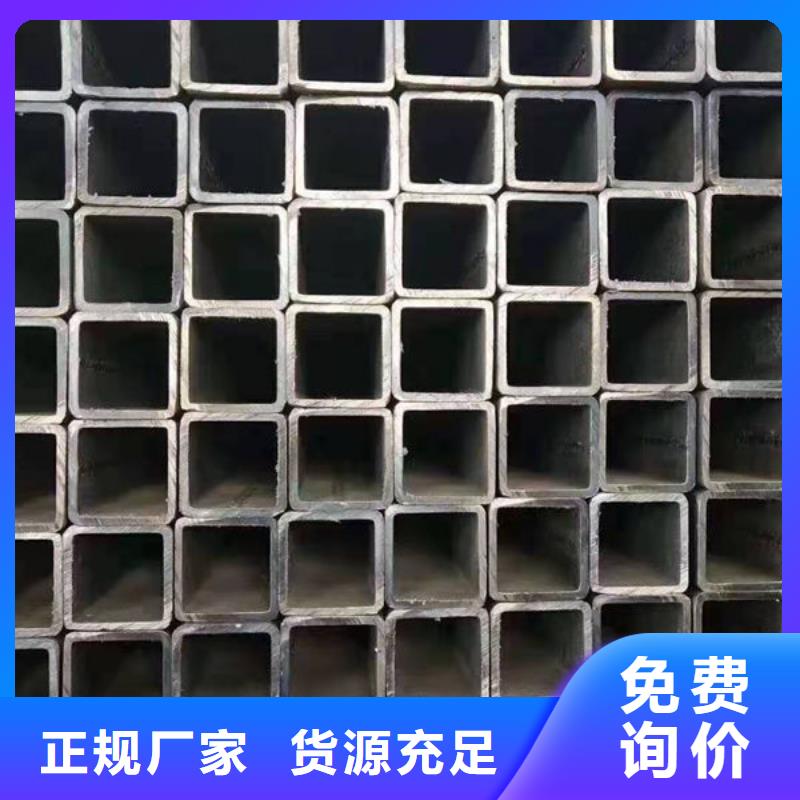
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
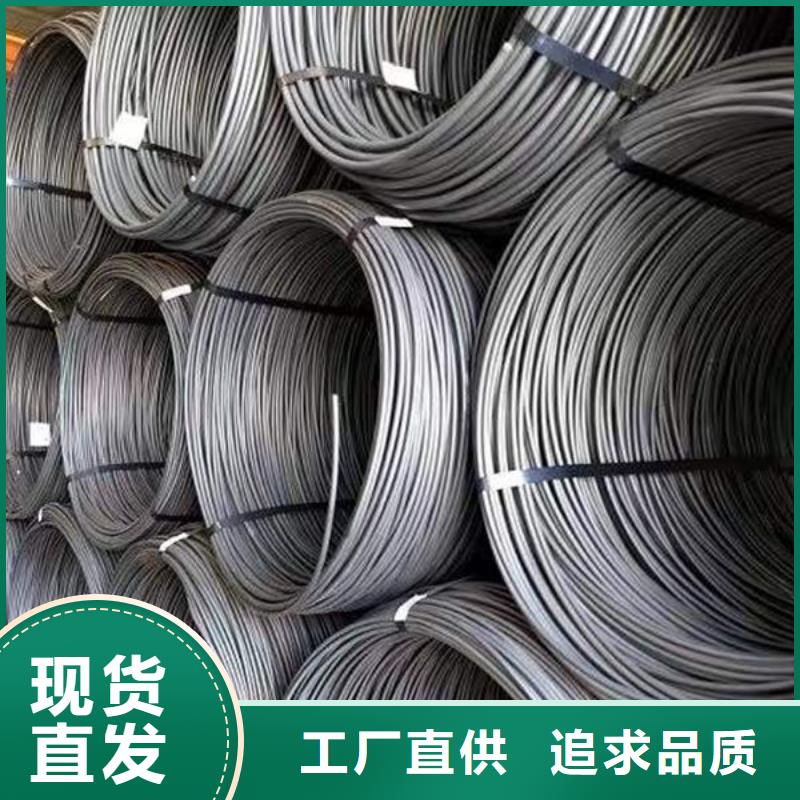
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管钢材更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
圆钢热切加热炉的特点:1、圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、圆钢钢材热切加热炉节能环保,卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。
