
想要一睹直缝管_热扩管质量优选产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:直缝管_热扩管质量优选的图文介绍
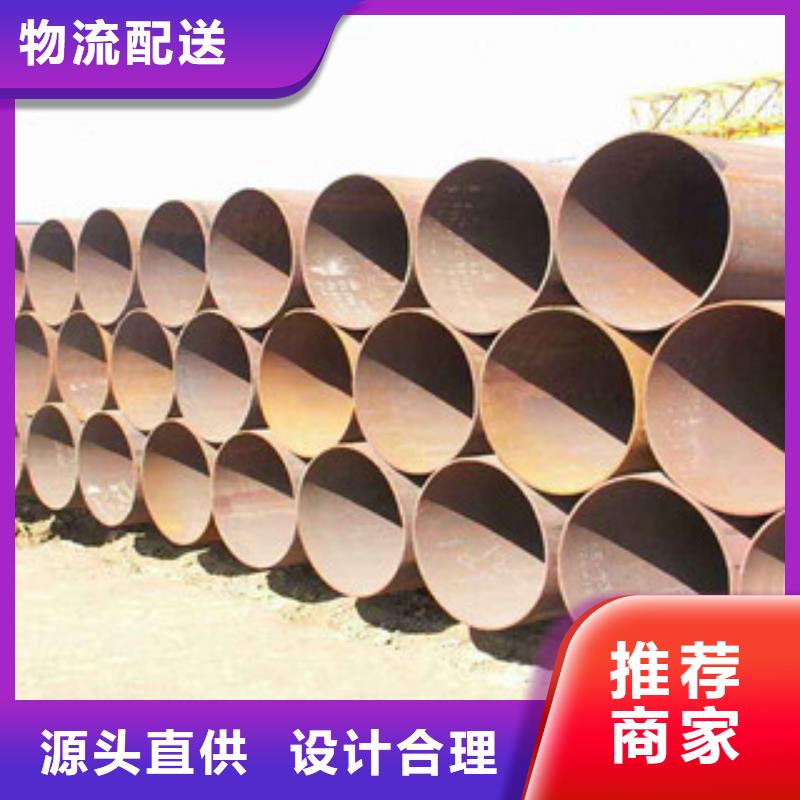
钢兴钢管 有限公司通过多年研发 陕西3pe防腐钢管产品.耐用可靠.适应各种安装要求.已在 陕西3pe防腐钢管业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 陕西3pe防腐钢管产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 陕西3pe防腐钢管产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。


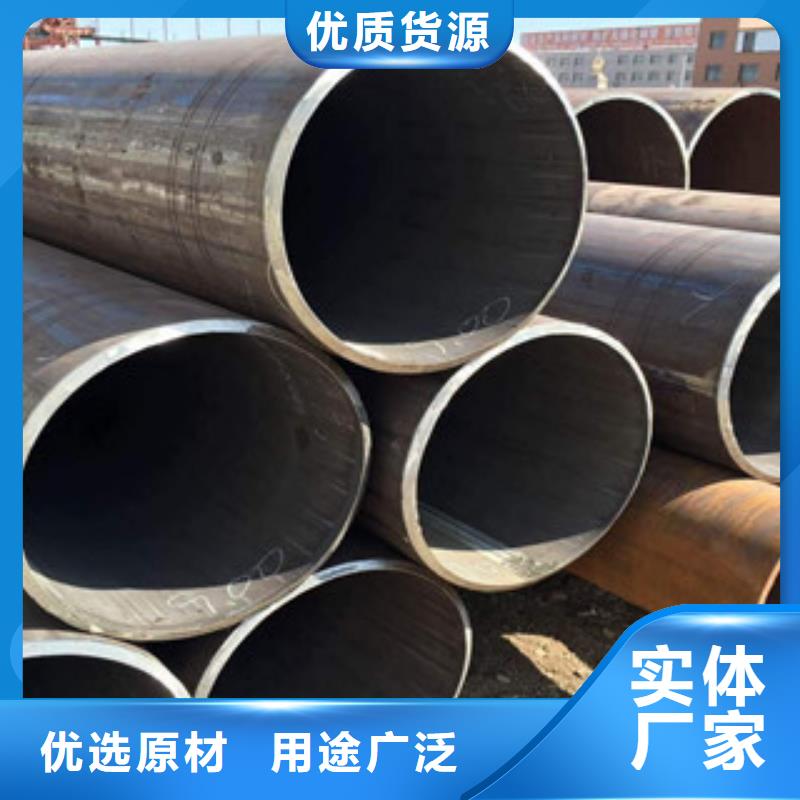
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。

连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。


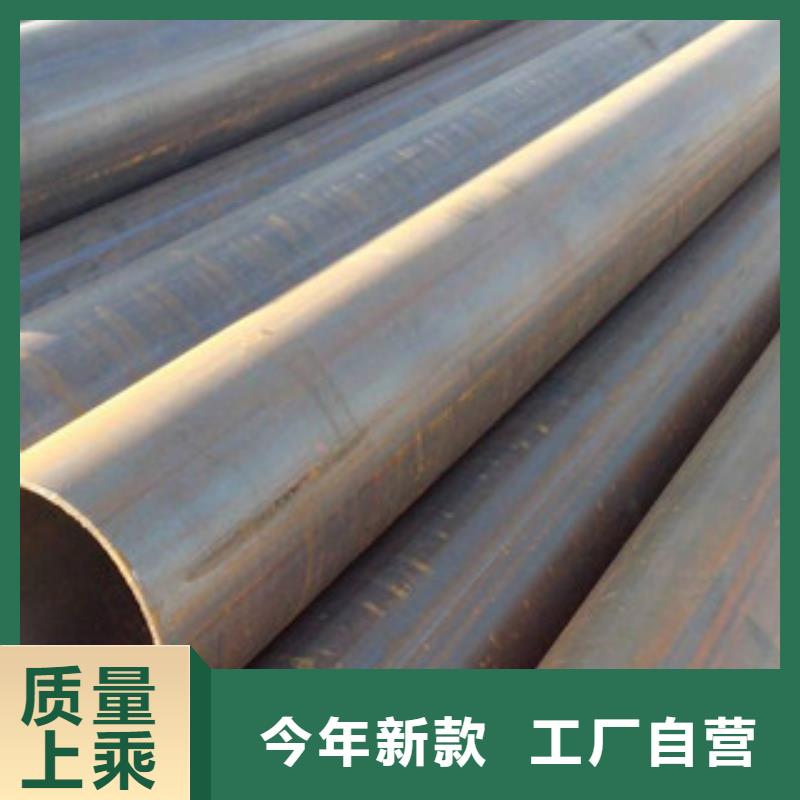
高频焊直缝焊管
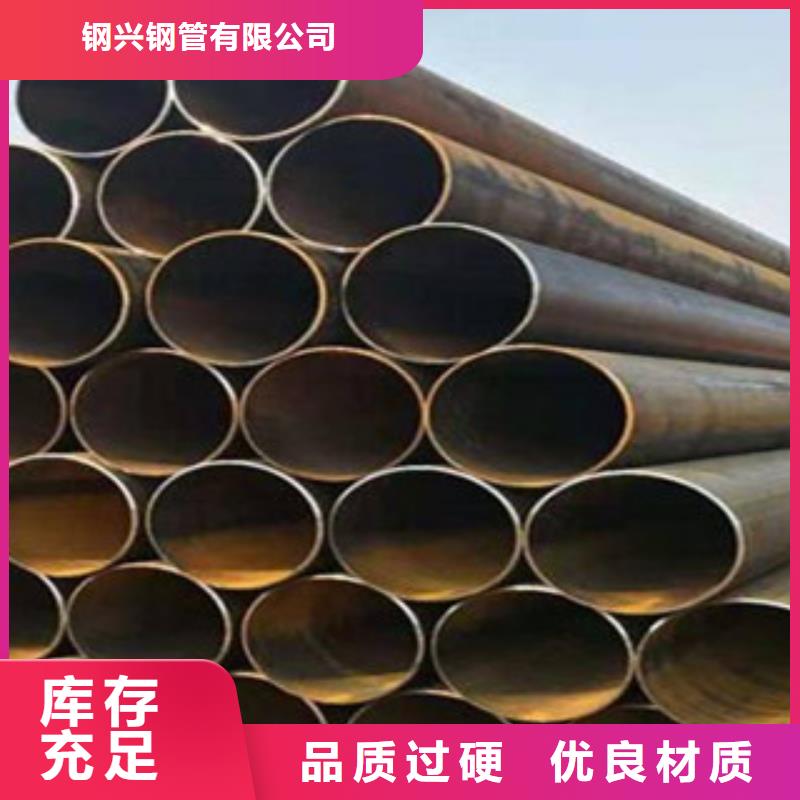
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。



