





准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
锯床液压原理图。液压系统可实现三个功能锯弓快速退起压差趋于或等于零,当然就不能正常进刀了。拆下冒油的那个单向阀,发现多装了一个直径mm的小钢球。去掉小钢球后,清洗油缸重新装好,开动弓锯锯切,一切正常。锯床是较简单的机床,用户不会要求自己的锯床具有加工中心的功能。计算机控制的锯床不只为用户了锯削的效率和质量,更重要的是计算机的网络功能,会使锯削与CIMS的其余环节联系更紧密,更方便。[]。安装和试机编辑一,锯的液压油应加足,和转动部位抹上一层机油。
带锯床应该安装在由地脚螺钉固定的混凝土结构地基上,调整锯床水平时应确保后部略高于前部,以便于冷却液顺利流通回冷却液箱中。应向冷却液箱中加入适当配比的冷却液,比例为一般材料时按10(专用切削液与水比例),难切削的较硬材料按5进行配制。

性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构钢板焊接而成的。在底座中含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件一般是固定在底座上则中间是夹料虎钳和手动送料机构此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的因此具有很好的刚性其中含有蜗轮箱、被动轮以及锯条张紧装置等且锯条的运转速度一共分为三档。
4.锯条导向装置
主要是由导向臂和导向头所组成的此外还有导向轮和导向块等以保证锯条的切削精度从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的顺时针是张紧锯条逆时针则是松开锯条。

带锯床是用于金属切削的机床设备,其是运用锯条的动转来完结对工件的循环切削,在完结操作中有的操作者会遇到带锯床锯条跳动的疑问,那么是啥要素构成的呢?带锯床带锯条跳动要素:、带锯条张紧度过松,通过恰当调张紧度,能够有用的削减带锯条的跳动;、锯条下行的笔直度欠好。需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条

带锯床主要特点:
◎切削速度液压控制,无级调速;
◎导向块结构科学合理,延长锯条的使用寿命;
◎双立柱结构,操作平稳;
◎锯切稳定,精度高;
◎工作夹紧采用液压夹紧,操作方便。
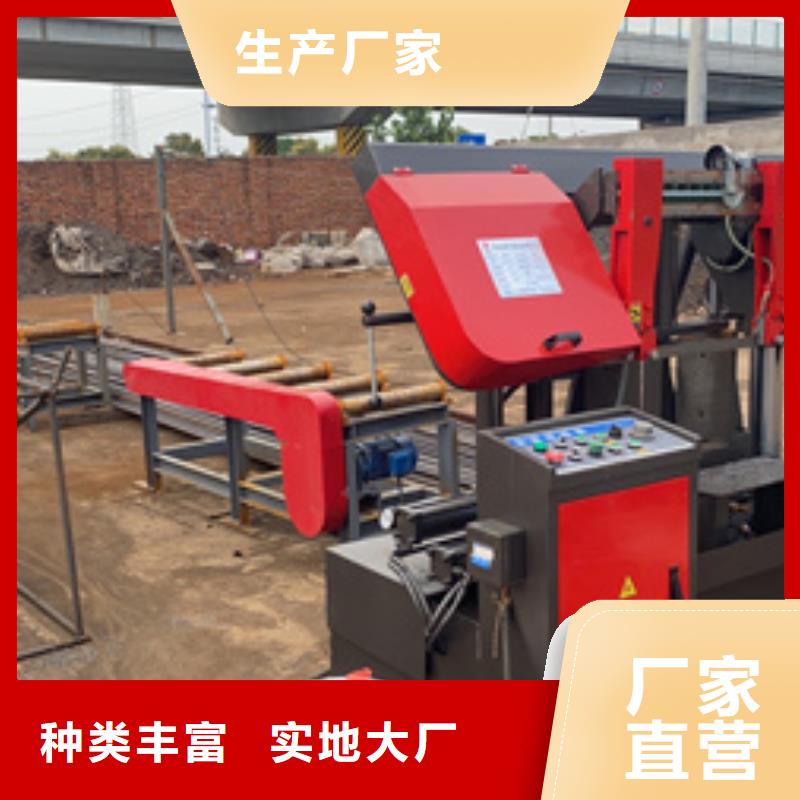
产品常用名称:锯床,带锯床,卧式带锯床,双柱式带锯床,金属带锯床,GB4230带锯床。
产品型号 GB4230
切削范围(mm) Φ400-400×400
锯带规格(mm) 3565×34×1.1
锯带线速(m/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 2.2
外型尺寸(mm) 2200*1100*1500
净重kg 750kg
金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床
