




焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。
 jmc1
jmc1
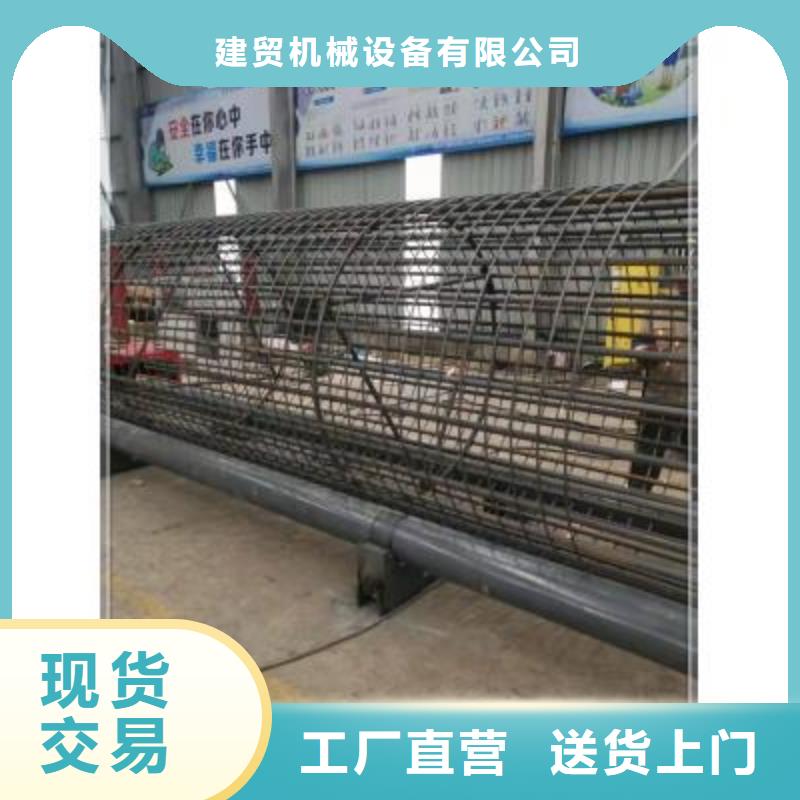
广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。本设备通过PLC对大车、小车和调直机构进行控制,从而实现自动绕筋功能。所有工艺参数均可通过触摸屏进行输入和监控,具有灵活的特点。用户只需在触摸屏上调整好设定频率等参数,按下启动后,设备即可按照设定参数自动运行。本设备不能露天使用和存放,应放在封闭的受良好保护的工业厂房里。结构介绍全自动绕筋机按结构与功能可以分为电控系统、大车、小车、调直机构和操作台等部分。(1) 全自动绕筋机电气控制系统本控制系统采用维控PLC和触摸屏。用户可通过触摸屏对PLC控制器的数据进行采集、监控、修改等操作,以实现各种工艺要求。驱动部分采用欧瑞品牌高性能变频器,与PLC之间通过Modbus协议进行通讯。
 <黔西南>建贸机械设备有限公司
黔西南定制钢筋笼成型机厂家
<黔西南>建贸机械设备有限公司
黔西南定制钢筋笼成型机厂家
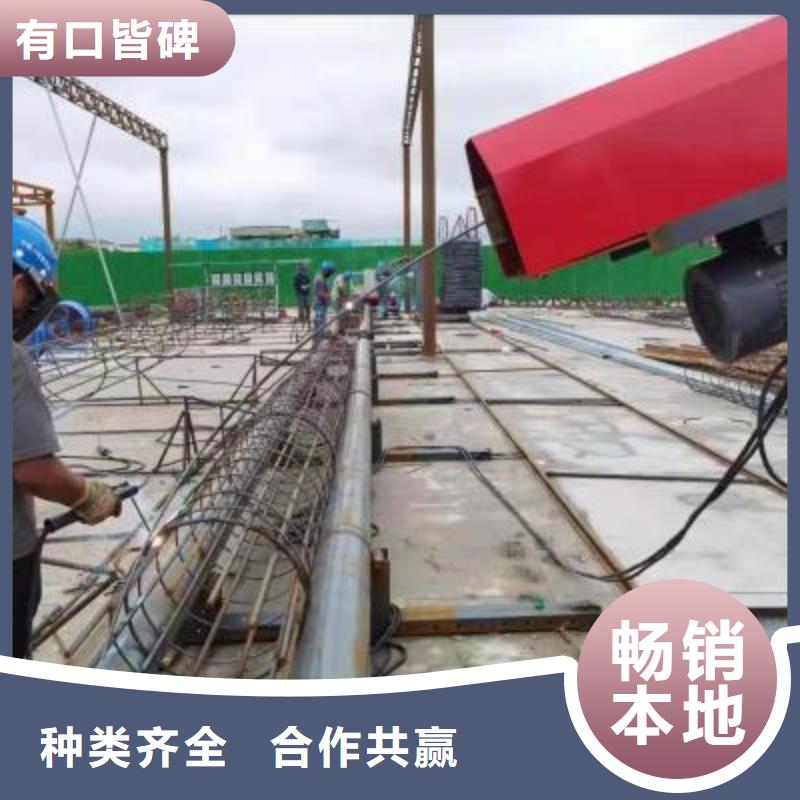
全自动建筑钢筋笼绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即"钢筋笼成型机"的工作原理。手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与。设备特点加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。

焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。在传送压辊上有两种深度不同的环形梢,互成圆形,便于钢筋通过并牢固地咬住钢筋。要根据钢筋的直径选择适当的压辊槽一般要求钢筋在后上、下辊之间要有3厘米左右的间隙。 传送钢筋的牵引力,决定于压辊间的压紧程度,压紧度要保证钢筋能被顺利地牵引前进,不能有明显的转动,而且在被切断的一瞬间,允许钢筋与压辊之间打滑。 河南省建贸机械设备有限公司主要产品包括:钢筋笼绕筋机、钢筋笼滚笼机、五机头钢筋弯曲系统,各种钢筋加工设备等。是一家以工程机械开发、研制、生产、销售于一体的创新型企业,建贸钢筋笼绕筋机的出现,解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,结束了钢筋笼一贯手工捆绑的历史,为我国桥梁、高铁桩基制造大大提高了效率。钢筋笼滚焊机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成。
