


<玉树>神悦钢材有限公司
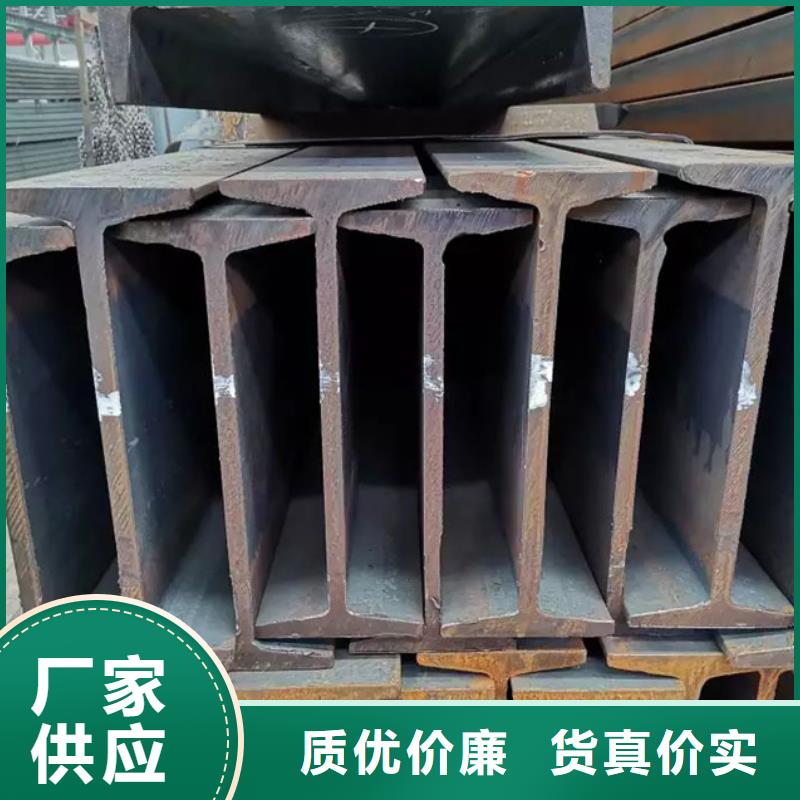
玉树Q355EH型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。玉树型材可生产的 轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国Q355E热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。Q355E工字钢与Q355EH型钢相比,等重量前提下,w、ix、iy都不如h型钢。
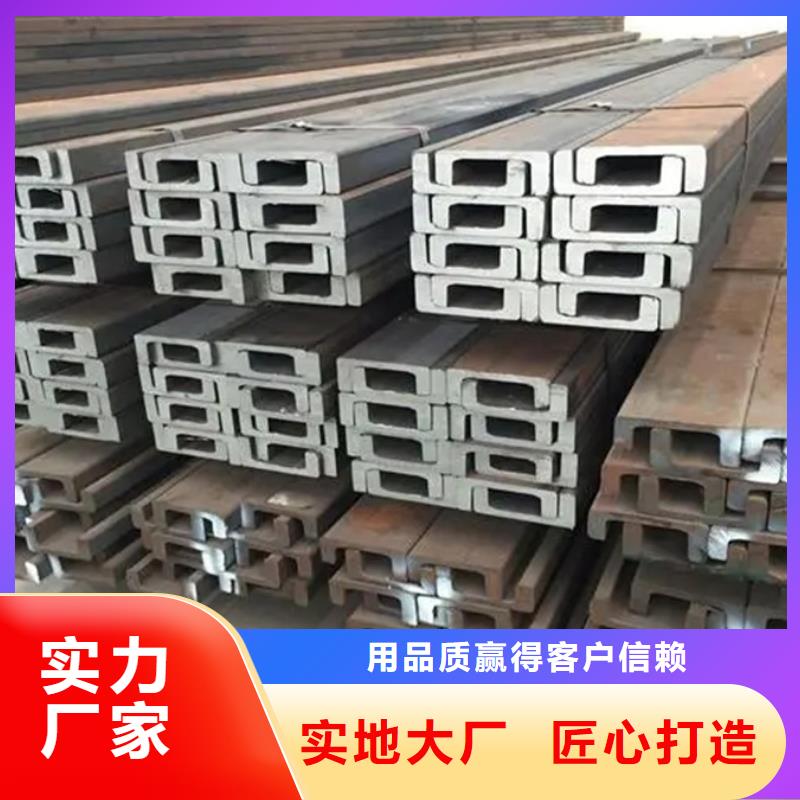
玉树Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:玉树型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。


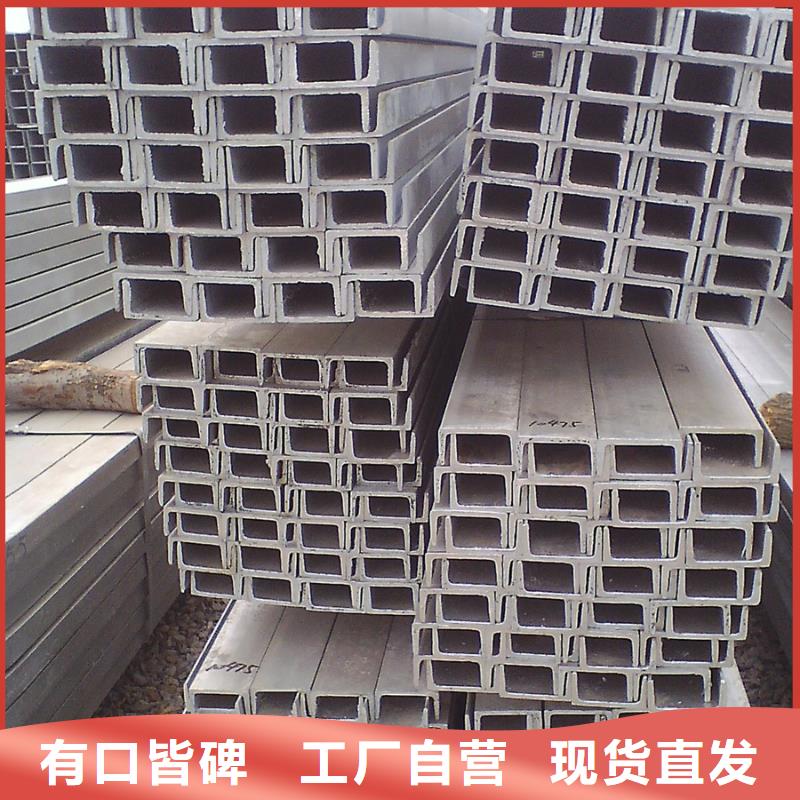
近期玉树型材地区持续晴好天气对基建进度影响较大,镀锌槽钢需求量整体处于下降趋势,又逢钢厂的产量居高不下。社库累积加快体现了这段时间基本面偏弱,我认为需求偏弱只是短暂的,因为六月份经济数据整体向好,今年 在加强新型基础设施建设,加强新型城镇化建设和加强交通,水利等重大工程建设对后期镀锌槽钢厂家需求起到拉动作用。目前金融市场回暖有可能带动镀锌槽钢厂家市场展开旺季预期。玉树Q355C锌槽钢的判定标准有三个方面:1,附着量:镀锌槽钢的镀锌层厚度是判定镀锌质量好坏的根据,同时也影响槽钢耐腐蚀性的因素。故预得完全均一的镀层厚度,实际上不太可能。所以量测附着量 不能以单一点(部位)来判定,必须要量测其单位面积(㎡)平均附着锌重(g)才有意义。2,均一性:均一性的试验法,一般都用硫酸铜试验,但此方法对于由锌层和合金层组成的镀锌层皮膜测试很有问题。此因锌层与合金层在硫酸铜试验液中的溶解速度不同,合金层中也因锌/铁的比率差异而不同。所以,以一定浸渍时间的反复次数来判定均匀性并不是很合理。3,坚实性:所谓坚实性就是镀锌层与钢铁密合性,主要要求镀锌构件在整理、运搬、保管及使用中具有不得剥离的性质,一般检验法有锤打法、挤曲法、卷附法等。
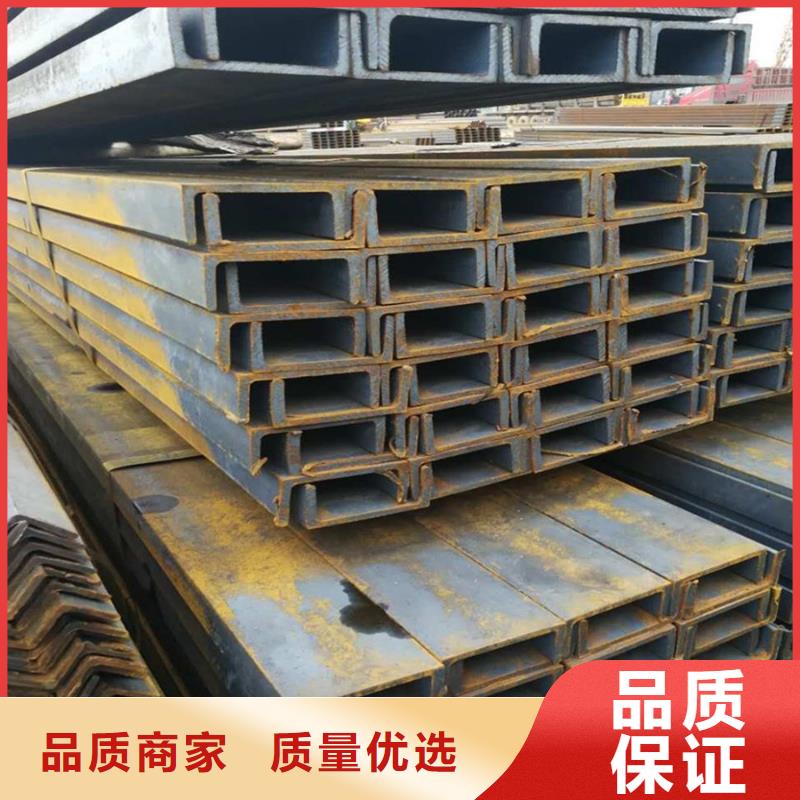
玉树槽钢200Q235b是指材质牌号为Q235b,型号20a,槽钢国际尺寸为200*73*7,高为200mm边宽为73mm,厚为7mm。Q235B的钢材的机械性能要远远优于材质为Q235A的钢材,一般B级材料常温下作为动力零件原料,焊接性能差不多。Q235B槽钢是截面为凹槽形的长条钢材,属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。金属的总传热系数除了取决于金属的导热系数外,还取决于其它因素。在大多数情况下,膜层散热系数、锈皮和金属的表面状况。不锈钢能保持表面整洁,因此它的传热性比其它导热系数更高的金属更好。玉树型材镀锌槽钢的技术标准 镀锌槽钢耐蚀性、弯曲加工性能和焊接部位韧性、以及焊接部位的冲压加工性能优良的高强度镀锌槽钢及其制造方法。
