




可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。
 衡阳数控钢筋笼滚笼焊机生产流程数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
衡阳数控钢筋笼滚笼焊机生产流程数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
 本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。
本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。
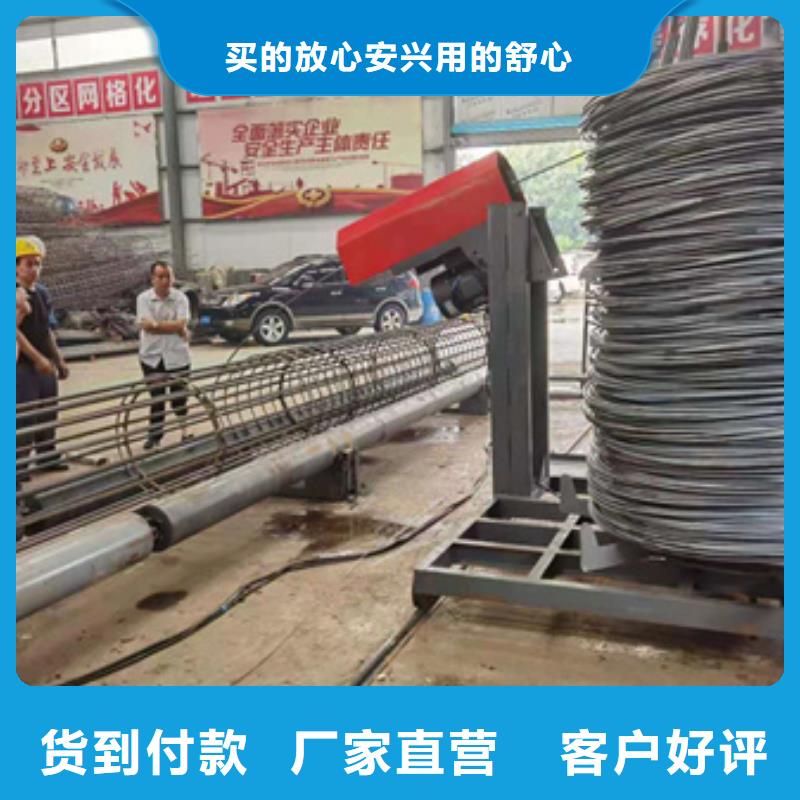
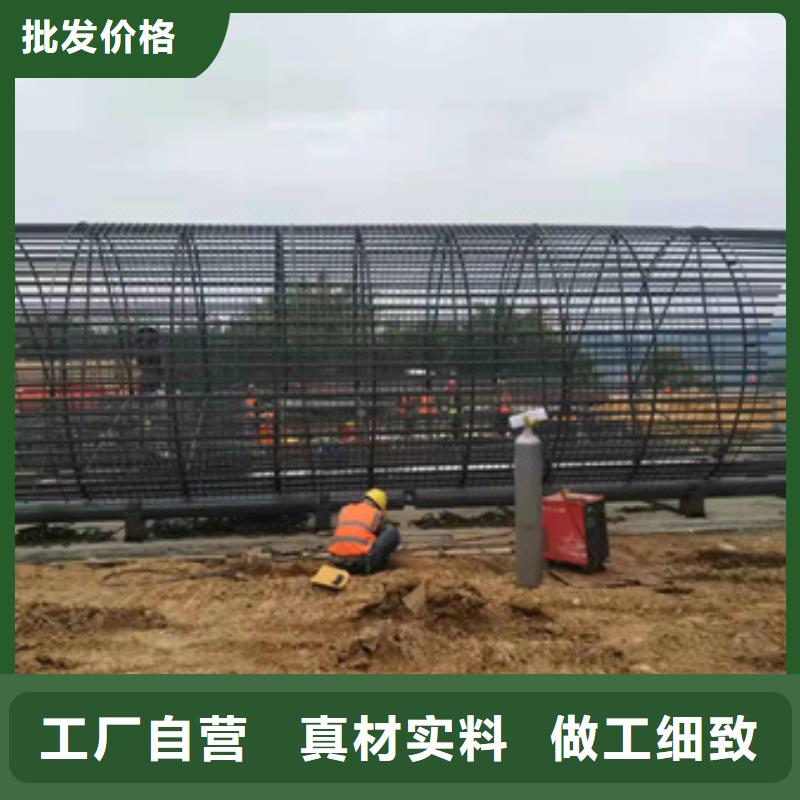
 滚焊又称缝焊,绕筋机是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。一般焊接厚度在单板3mm以内。项目针对混凝土电杆骨架钢筋人工缠绕控制措施,电杆使用中会出现锈痕或倾斜状的螺旋印记,研发了自动化电杆骨架螺旋绕丝机,将行车遥控原理应用到螺旋筋绕丝机上,使用链条三角架凹槽摆放钢筋笼,利用遥控感应装置控制电机转动,带动整个钢筋笼的转动,使得整个绕丝易操作,加快绕丝速度,增强绕丝松紧程度,钢筋骨架绕丝制作效率,加快电杆骨架上模速度,了电杆产量。钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,钢筋笼绕筋机,适于桩基内钢筋笼制造,本公司通过实际生产中不断积累,加上不断创新成功研发可同时缠绕双盘筋钢筋笼绕筋机,钢筋笼绕筋机运行中工作理:根据施工要求,钢筋笼主筋通过专模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊速度可根据操作熟练程度从低到高任意,盘筋间间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼出笼子漂亮,工作效率赞!
滚焊又称缝焊,绕筋机是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。一般焊接厚度在单板3mm以内。项目针对混凝土电杆骨架钢筋人工缠绕控制措施,电杆使用中会出现锈痕或倾斜状的螺旋印记,研发了自动化电杆骨架螺旋绕丝机,将行车遥控原理应用到螺旋筋绕丝机上,使用链条三角架凹槽摆放钢筋笼,利用遥控感应装置控制电机转动,带动整个钢筋笼的转动,使得整个绕丝易操作,加快绕丝速度,增强绕丝松紧程度,钢筋骨架绕丝制作效率,加快电杆骨架上模速度,了电杆产量。钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,钢筋笼绕筋机,适于桩基内钢筋笼制造,本公司通过实际生产中不断积累,加上不断创新成功研发可同时缠绕双盘筋钢筋笼绕筋机,钢筋笼绕筋机运行中工作理:根据施工要求,钢筋笼主筋通过专模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊速度可根据操作熟练程度从低到高任意,盘筋间间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼出笼子漂亮,工作效率赞!

