



发布时间:2024-09-18 20:13:14 浏览次数:1 公司名称:[阿里]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
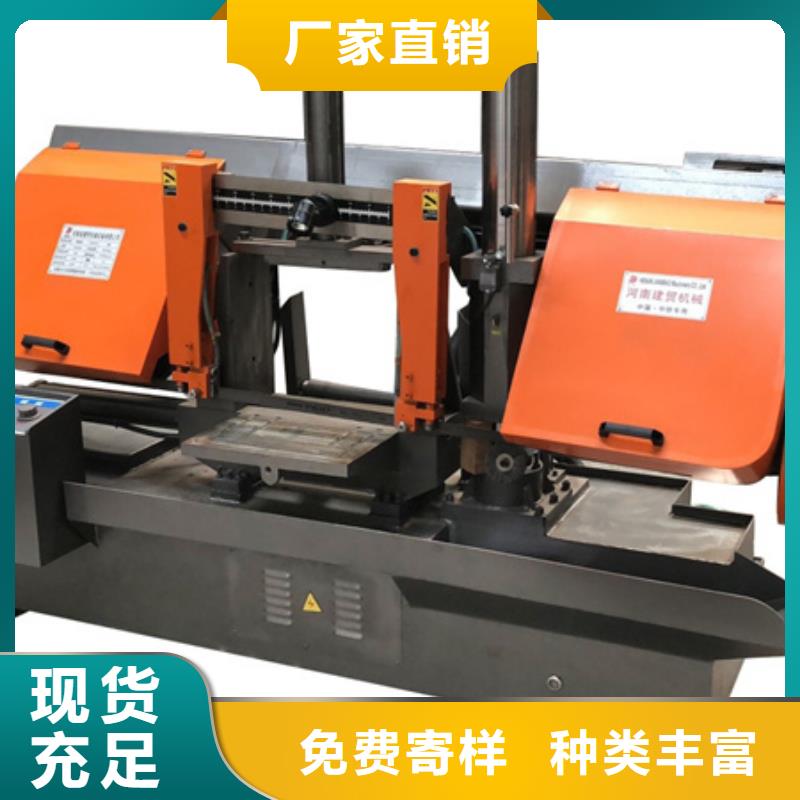
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |





不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。
保证:上售卖的机床均为,并由数控机床为您购买的每一款液压机进行承保。
关于铣床配件:如非特别说明,卧式铣床类商品图片中的立铣头、分度头等配件均为拍摄搭配之用,不包含在所售商品中。
色差问题:国威数控机床所有产品均采用专业拍摄,但由于每个人的电脑显示器不同,显示上不排除会出现色差问题,用户如对产品有颜色要求,订购时请加以说明,没有说明的终以厂家标准颜色为准。
商品包装:出口产品为木箱钉装,在保证不影响到产品运输的情况,内销产品的包装为聚乙烯薄膜包装,但我司保证所售商品均为厂家直销,商品包装请以实物为准,包装如有要求敬请用户订货时请提前说明。

我们生产的带锯床,属液压双立柱型带锯床。它以速度快,效率高受到国内外加工厂的欢迎。
其主要功能特点是1.切削速度液压控制,无级调速
2.导向块结构科学合理,*锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切*,精度高
5.工作*采用液压*,操作方便
6.可定制三向液压*装置
1、智慧型人机界面、采用液晶触屏和实体按钮两种操控*,便捷*
2、锯床异常讯息及故障排除指示自动显示
3、采用定制*控制器、性能*,响应快速
4、配置快进工进自动转换功能,*空走时间,*锯切效率
5、送料光栅空走,精度准确
6、采用圆导轨送料、*耐用
7、配置小料成束锯切上压紧装置
8、可一次设置20组锯切参数
9、双动加紧形式
10、变频无极调速、可按材料需求*锯切线速度
11、*型钢丝刷去渣、配置自动排渣器

锯削尺寸(圆料、方料) 400mm、250mm、500mm
成捆料(宽*高) 300*180mm
带锯条(长*宽*厚)4570*31*1.06mm
锯削速度(无级调速) 18-90m/min
锯带轮直径 585mm
出料盘长度520mm
后钳送料进给次数9
一次 送料长度590mm
冷却液箱容量90L
液压油箱容量70L
主电机功率5.5kW
液压泵电机功率因数补偿 1.5
冷却液泵电机功率0.4kW
电压380V
频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg

钢筋带锯床外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作。
钢筋带锯床 从以前的角度看来,带锯床厂家。锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,带锯床向着更化、数控化发展,是起点也是契机。
GB4240钢筋锯床是根据客户需求设计专业锯钢筋 经济型锯床,适用于高铁 隧道等工地的钢筋齐头 锯断;工作 采用液压 ,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
1.1. 本机床主传动采用蜗轮箱变速。进给采用液压传动工件 采用手动和液压混合式 具有结构紧凑操作维修方便等特点。
2.2. 该产品是全新设备(包括所有外购的液压、电气等元件),具有合理的结构、可靠性、耐久性、稳定性,操作简便。
3.3. 吸收国内外的先进技术,结合实际使用、设计锯床的经验优化设计使其具有较高的技术含量。
4.4. 产品的设计、制造,及配套件的选择应符合国标工业标准和国际电工标准,计量单位全部采用国际单位制
不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。