



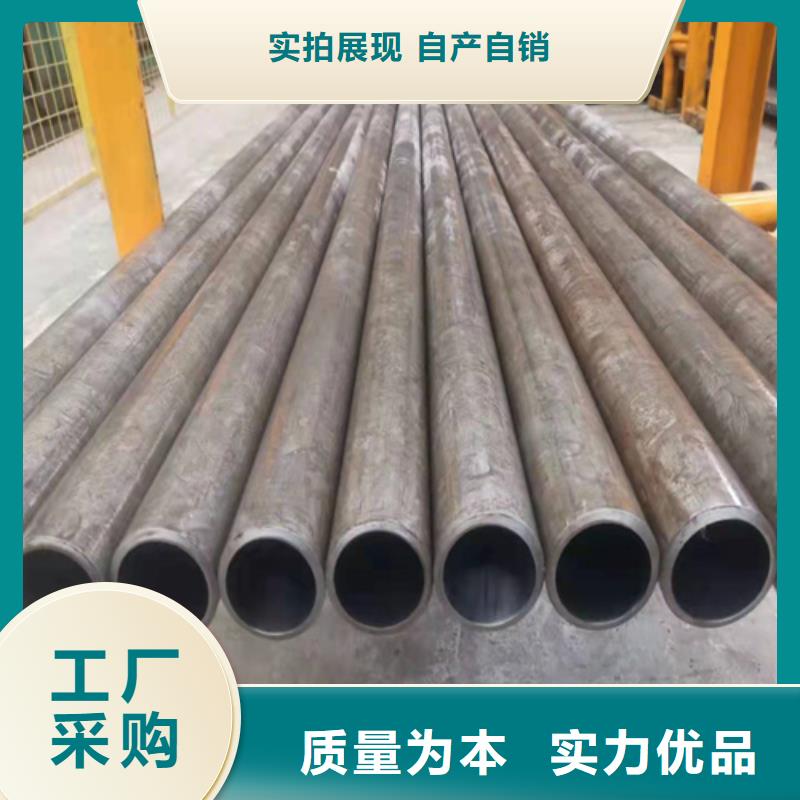






对珩磨管制成的油缸缸筒进行滚压,就是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。须重点注意的是,滚压前 用浮动镗刀精加工,以此保证滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。珩磨管与普通无缝钢管相比的话,很明显珩磨管的优势要更加突出,虽然珩磨管每吨会比无缝钢管贵差不多五百左右,但是珩磨管的外径更小,而且精度高,珩磨管有较好的表面质量。关键的是,珩磨管可以进行小批量生产,大大提高了工作效率。而且珩磨管的横截面积可以被制作成各种复杂形状,在此情况下,珩磨管产品的优越
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
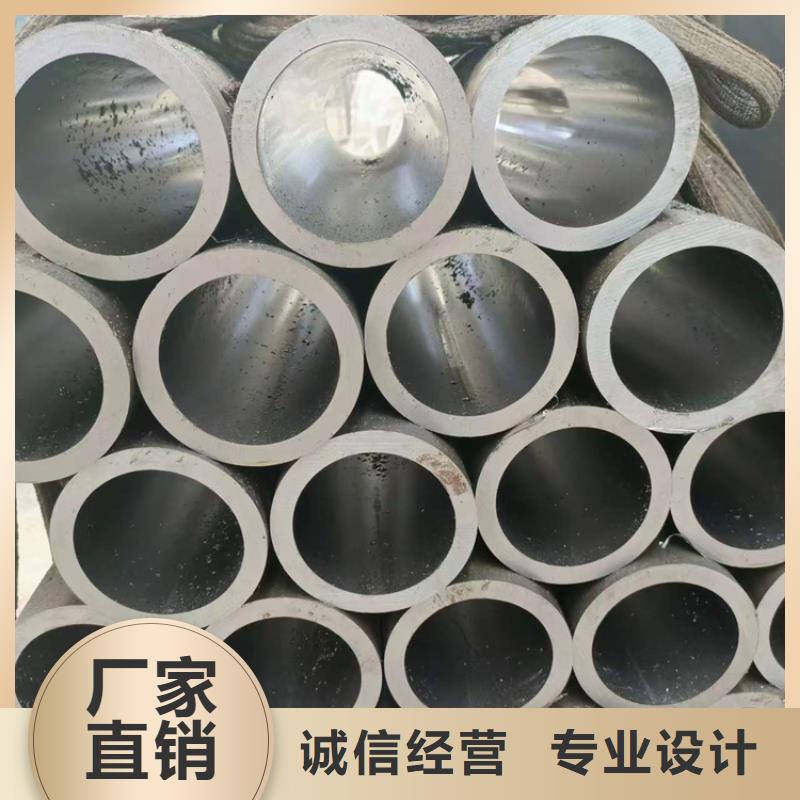
冷拔珩磨管适合用在哪些领域?航天、航空这样的领域中,所配置的系统和零部件要求都是非常高的了,就以其发动机的环控系统中所用的管材来说,就不能随意选用。这里要推荐给大家的是冷拔珩磨管,因为这种管材具有强度高、抗氧化、抗辐照、组织稳定性好、热加工及焊接性能优良等特点,且成本较低,因此特别适合上述那样的特殊场合。作为冷拔珩磨管的加工工艺也是极其复杂的,需要先通过热挤压或机加工得到所需尺寸的管坯;再在轧管机上经过多道次退火、冷拔加工成成品管; 再对成品管材进行热处理,获得力学性能和显微组织符合要求的管材。不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。
珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。