

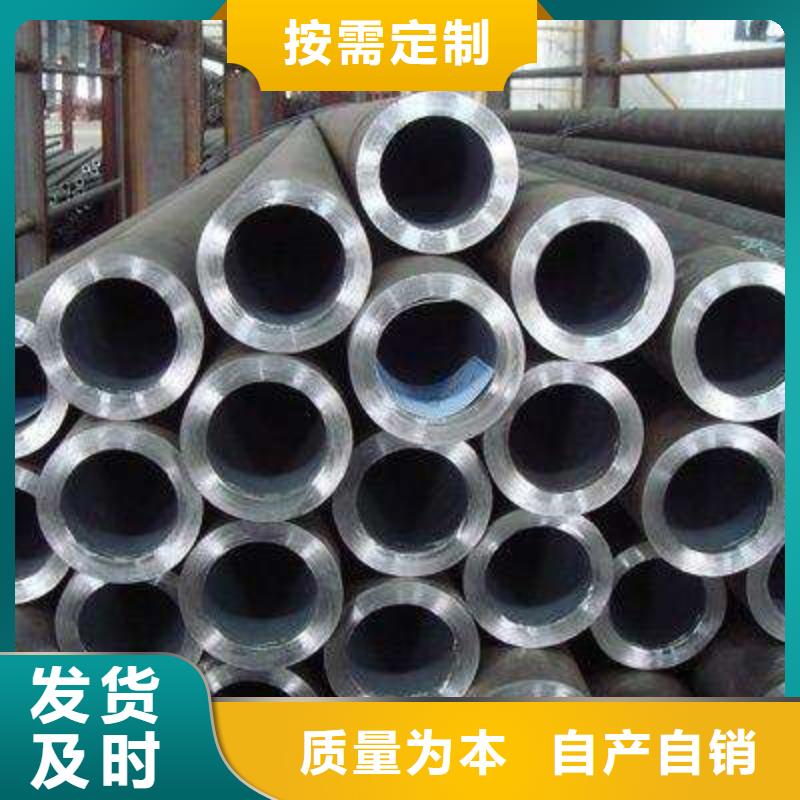

无缝钢管清洗时注意事项
无缝钢管生产制造的时候,都会涉及到钢管酸洗过程。对于工作人员来说,在进行无缝钢管酸洗的时候需要注意哪些问题呢。
,在无缝钢管酸洗之前必须穿戴好劳动保护用品。对于现场的工作环境也要进行详细的检查,主要是检查无缝钢管的吊带是否完好,确认完好后方可进行作业。
第二,在无缝钢管酸洗的时候,酸洗主要是采用盐酸酸洗,一般盐酸的含量为18%到20% 。
第三,工作人员在操作前还需要对酸的浓度和温度以及本槽酸洗管的吨位了解清楚。这些可以通过使用专业的测量设备进行检测。
第四,对于酸洗的无缝钢管重量控制在2到5吨之间,时间掌握在5到15 分钟。时间需要依据重量的多少进行调节。酸洗的过程中还需要经常的振动,在往酸槽下管的时候,无缝钢管要进行倾斜,防止盐酸误伤到人。





无缝钢管接纳的荷载方法不一样,选择滚动轴承协作的紧松水平也应不一样,当接纳固定不动荷载时,协作应松些,使滚动轴承在机械设备上用拆比较便捷,但也不可以太松,要不然会造成在相协作零件上拖动而使协作面磨坏,因此,一般应取用衔接协作或具备非常少间隙的间隙协作。
当无缝钢管接纳转动荷载时,应选择过紧的协作,以防止该抛圈在协作零件上拖动,使协作面产生磨坏,但过盈量不可以很大,要不然会使滚动轴承內部的侧隙减少以至完全消退,产生过大的接触压力,造成 轴磨坏加快,影响其使用寿命。
当无缝钢管接纳摆动荷载时,选择协作的紧松水平,一般与无缝钢管接纳转动荷载时采用的协作同样,也许稍紧一些。
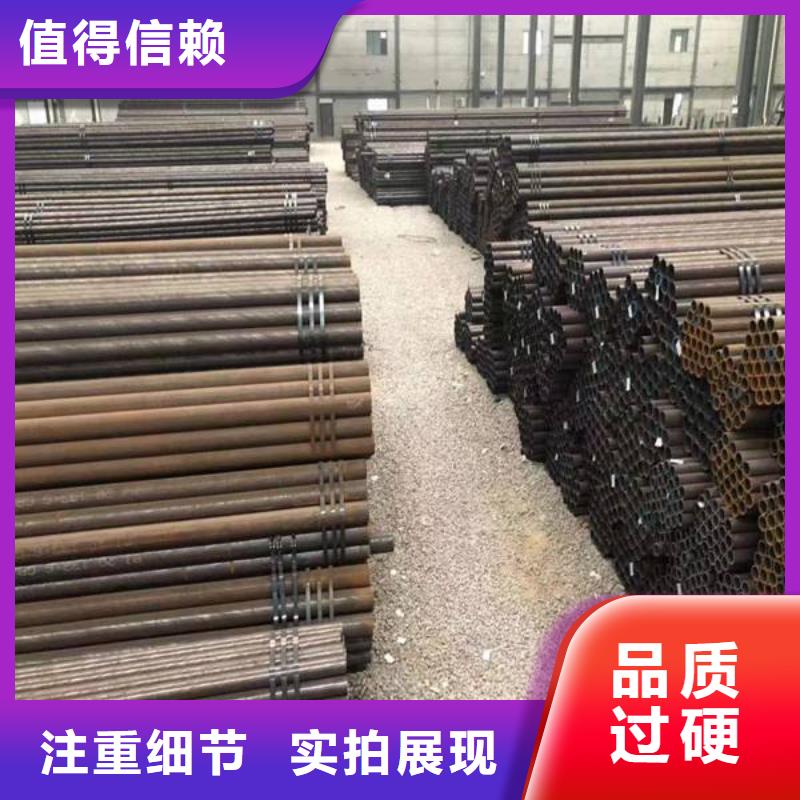
无缝钢管生产步骤:管料历经积极轧管机上不断冷轧 经均整个机械均整壁厚,经定径机定径,抵达规范规定,应用连续式轧管机组生产热扎无缝钢管是较优秀的方法,一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧,冷拉一般 在多肽链式或双链条式冷拔机上开展捏揉法已然加温好的管料放到密闭式的捏揉圆桶内破孔棒与捏揉杆一同健身运动,使捏揉件从较小的模孔中挤压,此方法可生产直徑较小的无缝钢管。



泸州金海金属材料有限公司秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【合金管】美好明天!



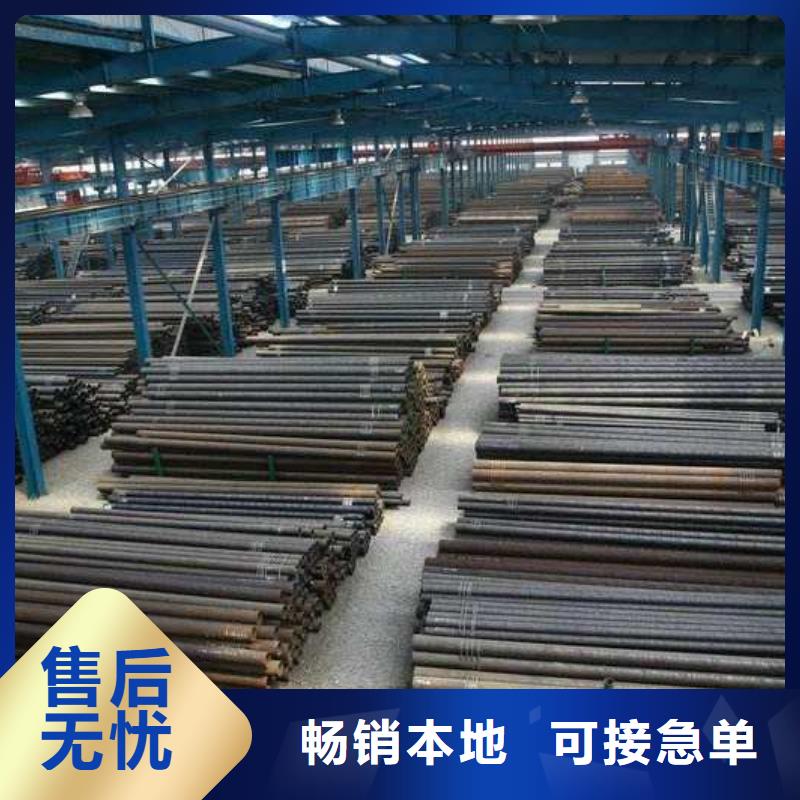
鞍钢无缝钢管厂原设计生产规格为 Φ57-140mm,壁厚4-20mm,长4-12m;
设计产量 6.19万吨/年,投产后三年(1956年生产了6.6万吨)超设计7%达产。
鞍钢无缝钢管厂的投产,结束了我国不能生产无缝钢管的历史。
从工厂破土动工,到 根无缝钢管问世,仅仅用了1年零3个月。
投产后的第二年(1954年)就先后试轧出了,锅炉管、地质管、油管和不锈钢管。


