


航萧管件
 型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
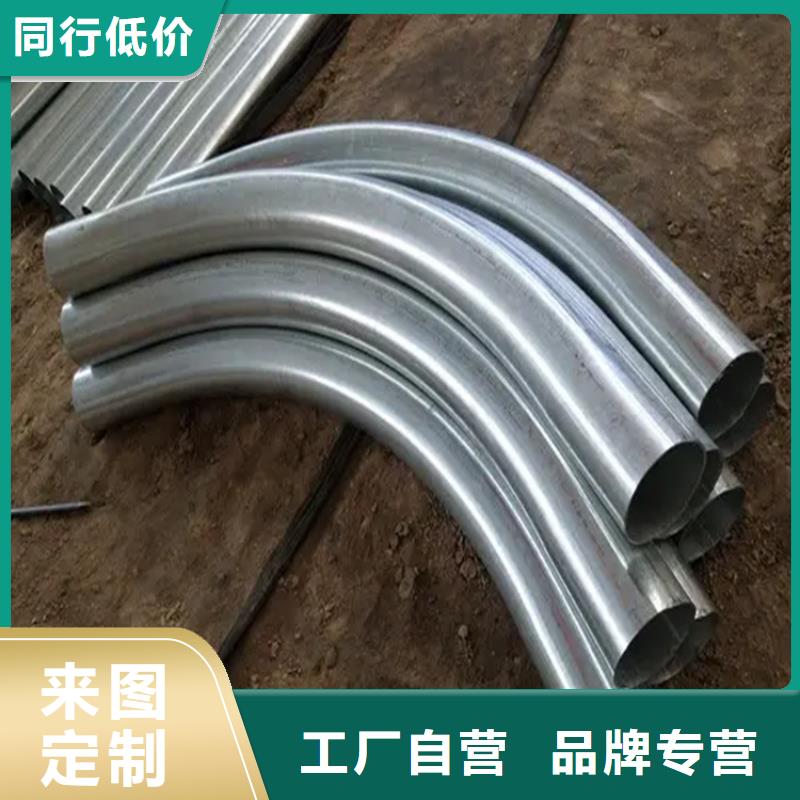
 【图】阿坝不锈钢弯管加工厂家批发
【图】阿坝不锈钢弯管加工厂家批发
 弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
 航萧管件
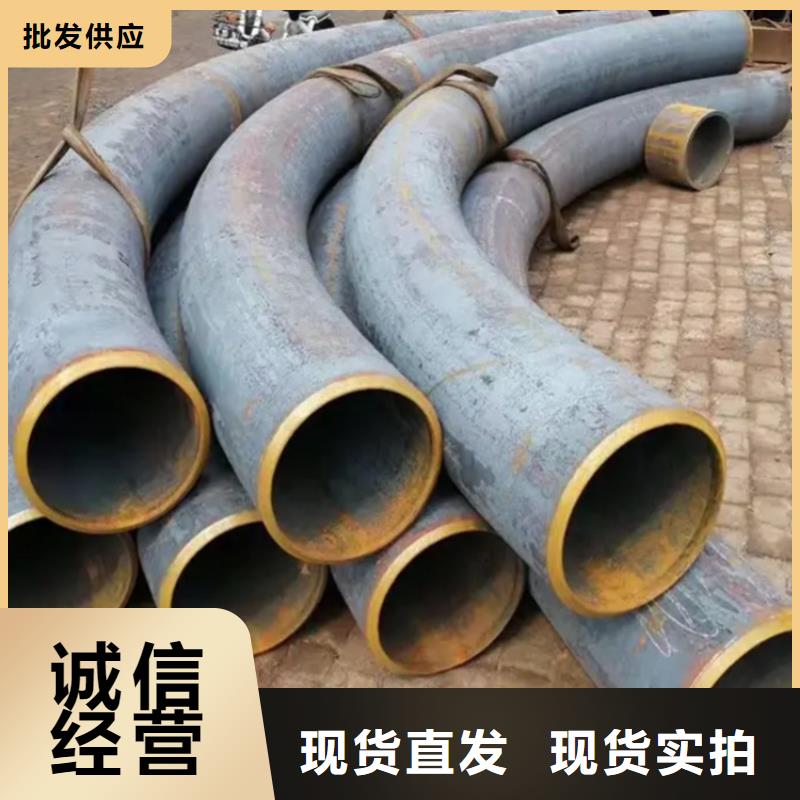
弯管生产加工产品品质的确保。弯管生产过程中,在其中的加工工艺主要参数必须有效选中,只能那样,所生产制造的商品外型吃及其物理性能等检验达标以后才能够 生产制造。出自于制成品品质的考虑到,在开展弯管生产加工的全过程中一定要有效操纵规格尺寸及精密度,防止规格误差的状况出現。
另外在开展生产加工工作的全过程中,也必须确保当场自然环境的优良,而且要提早了解所要生产加工商品的品质规定等。一般会规定弯管生产加工制成品的支管都必须选用管帽开展维护,那样商品在运送的全过程和实生物不容易出現掉下来的状况。
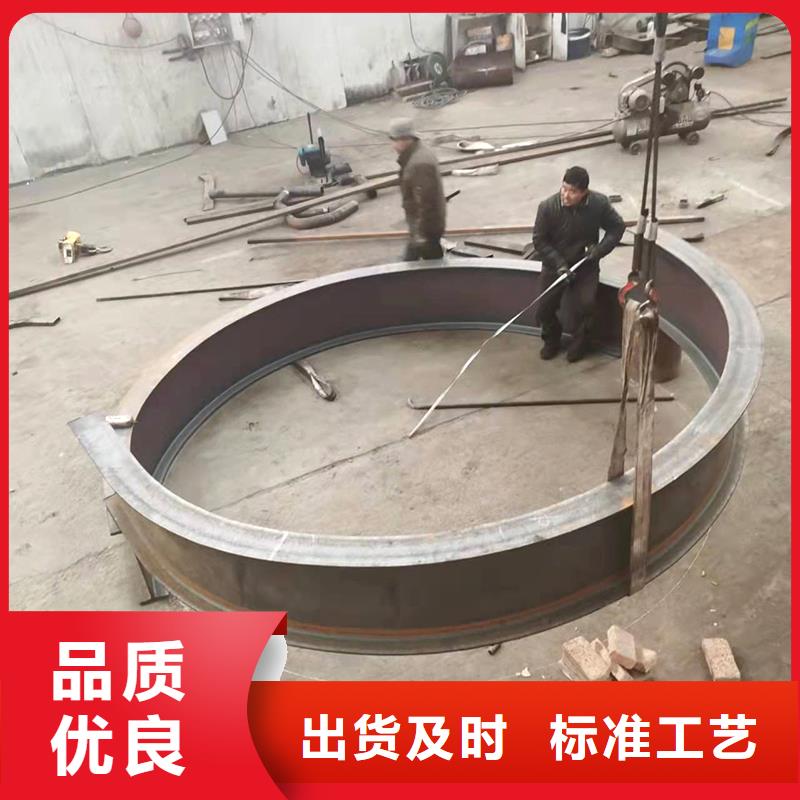
此外,有关弯管生产加工商品的生产制造必须出示相对的检验质量报告和生产制造汇报,并且这种材料也必须开展立即的储存。而且全部的工程施工的工作人员务必要配戴统一的工作服装及其配戴标示牌,当场还要开设显著的工程项目名字及其施工企业等,这一工程项目的动工及其规划许可证准字号都必须开展非常好的储存。
在生产制造期内,有关场所的设计方案规定也务必要考虑安全性及应用规范。换句话说,在弯管生产加工期内,必须依据安裝用电量设备,严禁出現一切的随意吊线接线的状况,全部的工程施工场地必须维持其人体感应灯光亮。应用到的机器设备必须依照所整体规划的部位及其路线开展出入,干万不可以随意的开展走动。当场全部的原材料必须开展齐整集中化的放置,干万不可以随意的置放。如今必须搞好许多 安保的工作中,周边的维护设备。
弯管生产加工产品品质的确保
总而言之,在全部加工过程中一定要保证安全。非工作中的工作人员不可进到生产制造当场,另外当场必须依据其规定或是状况来开展配置一些消防安全的器械。在弯管生产加工完毕以后,应开展机构清除场地,一些剩下的化学物质必须离场。
航萧管件
弯管生产加工产品品质的确保。弯管生产过程中,在其中的加工工艺主要参数必须有效选中,只能那样,所生产制造的商品外型吃及其物理性能等检验达标以后才能够 生产制造。出自于制成品品质的考虑到,在开展弯管生产加工的全过程中一定要有效操纵规格尺寸及精密度,防止规格误差的状况出現。
另外在开展生产加工工作的全过程中,也必须确保当场自然环境的优良,而且要提早了解所要生产加工商品的品质规定等。一般会规定弯管生产加工制成品的支管都必须选用管帽开展维护,那样商品在运送的全过程和实生物不容易出現掉下来的状况。
此外,有关弯管生产加工商品的生产制造必须出示相对的检验质量报告和生产制造汇报,并且这种材料也必须开展立即的储存。而且全部的工程施工的工作人员务必要配戴统一的工作服装及其配戴标示牌,当场还要开设显著的工程项目名字及其施工企业等,这一工程项目的动工及其规划许可证准字号都必须开展非常好的储存。
在生产制造期内,有关场所的设计方案规定也务必要考虑安全性及应用规范。换句话说,在弯管生产加工期内,必须依据安裝用电量设备,严禁出現一切的随意吊线接线的状况,全部的工程施工场地必须维持其人体感应灯光亮。应用到的机器设备必须依照所整体规划的部位及其路线开展出入,干万不可以随意的开展走动。当场全部的原材料必须开展齐整集中化的放置,干万不可以随意的置放。如今必须搞好许多 安保的工作中,周边的维护设备。
弯管生产加工产品品质的确保
总而言之,在全部加工过程中一定要保证安全。非工作中的工作人员不可进到生产制造当场,另外当场必须依据其规定或是状况来开展配置一些消防安全的器械。在弯管生产加工完毕以后,应开展机构清除场地,一些剩下的化学物质必须离场。
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |