


发布时间:2024-08-31 06:19:23 浏览次数:1 公司名称:[大理]闸门启闭机厂家(康禹)水工机械厂
| 产品参数 | |
|---|---|
| 产品价格 | 批发/台 |
| 发货期限 | 1 |
| 供货总量 | 699 |
| 运费说明 | 电议 |
| 材质 | 碳钢,不锈钢 |
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |








地考察决定在机组进浮排将浮于河面的污物沿河面倾斜排于冲砂泄洪闸由冲砂泄洪闸排走它将起到道排污屏蔽作用。拦污浮排3.增加活动拦污栅经过认真考察研究在前池检修门槽内装设一座活动拦污栅。活动拦污栅是由栅片、启闭机。、导轮等组成;这样就可以随时直接从活动拦污栅上进行人工污物。4.架设清污桥根据前池水工建筑物及实地考察决定在机组进浮排将浮于河面的污物。
mm厚的防滑花纹钢板口固定拦污栅与活动拦污栅前架设2座跨度为10m、宽度为1m的简易人工清污桥以便随时开展人工清污工作。两侧用100的等边角钢及2。00的槽钢做成人字形支架镶嵌于进口导流墙上工字钢表面铺设3mm厚的防滑花纹钢板口固定拦污栅与活动拦。
制系统的功能使用变频作为桥面并点焊于工字钢上桥的两侧边做1m高的栏杆以保证清污人员。水电站清污经技术改造后的实践运行证明大大提高了工作效率降低了清污的成本并且增加了发电量。粗步估算每月可增收发电收益24万元左右大大提高了电站的经济效益。同时还提高了设备的稳定性水电站抓斗清污机智能控制系统1.水。清污机电站抓斗清污机智能控制系统的功能使用变频作为桥面并点焊于工。
而在停车时使电机产技术提高清污效率和起升可靠性。水电站门机主要用于起吊闸门,起吊重量大,起升速度慢。传统的清污抓斗依靠门机起升机构起吊,清污周期一般在半小时以上,清污效率极低。增设采用变频调控制的起升机构后,可随时根据需要改变起升机构的速度,大大提高了清污效。率。特别是变频器的BICO技术可实现制动器在起升时由起升电机建立起动转矩后开启,而在停车时使电机产技术提高清污效率和起。
摸屏完成操作和观察生制动转矩且完全制动后制动器再闭合,这样既保证了起升机构的无溜钩,也减小了制动器的磨损,提高了起升机构的可靠性。使用。触摸屏灵活观察控制,实时监控设备数据。传统的消污机采用控制手柄司机室联动台操作,操作人员所在的司机室距离消污作业面较远,无法准确判断清污机的位置及工作状况,需要地面人员指挥操作。采用触摸监控界面而后,可一人手持触摸屏完成操作和观察,生制动转矩且完全制动。
能力回转式清污机清里面的机架和保护的作用,实现无。障碍清洁隐藏的电机。没有腐蚀不锈钢牵引链的水下工作,免维护。保存方案喷砂除锈+热喷锌+封闭+环氧漆底漆环氧云母氧化铁颜料+氯化的橡胶漆,它在20年以上的保护能力。回转式清污机清里面的机架和保护的作。
的形式清污机配有角洗︰到删除树枝、树叶、杂草、垃圾,浮冰融化。关于请求单耙清污能力1,连续清洗30-50/小时的能力。清污机活齿耙和固定的耙齿构成。的。在下降,固定的耙齿尖可以插入在泥土中,已完成的活动耙齿开放尾随运动;在升级固定的耙齿可以作为一种连锁效应,活动完成密切耙耙齿和爬行污秽。因此,当出了大门,在活跃的耙齿与固定的污垢后抖动的耙子耙齿闭式机架不分散的形式。清污机配有角洗到删除树枝树叶。
的所以重点是清洗机和轴向的压力传感器和显示的深度和负载,耙的整个深度和负荷监测仪。可能在任何时间调整的清洗深度大小和设置超级欠。载。当钢丝绳葫芦绳子太紧和太松,下降电梯电机会自动断电,同时由超级欠载声光。清洗机是使用结果事实上现在的技术更先进每个净化机清污机.虽然有一点不同一般能力仍然是相同的所以重点是清洗机和轴向的压力传感器和。
加一定程度的门的身体的使用这里有两种方式安装。架清洁好东西值得学习!首先架清洁用水安装计划污水处理设备安装步骤:清污段落(门中间栏的上、下部分网格体)和驱动装置(传动轴、轴承装置、减速机、盾牌等)准备好了。网格体的部分(随着链耙)吊车起重机洞口上游面施加一定程度的门的身体的使用这里有两种方。
机器正确位置螺栓连力量与表面垂直倾斜15°追踪通过清理机锁紧装置锁定。中间门的身体(随着链耙)挂在洞口相同的倾斜1。5°并加入在网格的边缘部分的身体下梁对齐螺栓连接和良好的牵引链条取出链锁销中下游部分律师协会的身体将锁打开锁锁中间的地方。铰链板固定和清理的边缘在铰链梁点焊。清污机将驱动组件来清理机器正确位置螺栓连力量与表面垂直倾斜。
态将固定在铰链固定接然后好牵引链挂载传动链他们紧张的工作状态良好的盾牌。现场调试清理机不少于8小时的连续运行及时处理问题。第二传统的安装计划这种安装方法一些相对简。单的与以上相比不少于25t起重机埋污水处理机器吊装跟踪安装时调整梁底平面两侧边缘梁下翼缘和作品埋葬一个轴轴轴成水平状态将固定在铰链固定接然后好牵引链挂。
间的门大门门和驱铰链座板将删除清理耙安装在打开板滚子链并检查调整链轮之间的间隙和链板两侧后驱动链和牵引链稍微调整紧张的工作状态。清污机是使用效果,事实上,今天的更先进,每个吸尘器虽然有一点不同,技巧是相。同的因此,重点是对使用清洁剂,这里有两个安装清洁方式,好的东西都是值得学习的地方,哦!、清洁和水安装方案清洁安装步骤︰清洗机(上部的下半身,中间的门,大门门)和驱铰链座板将删除清理。
定pin和下半身的大动单元(驱动轴、轴承、齿轮、盾牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿。耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链接的下半部分的网格对齐,以链到中间一个锁定pin和下半身的大动单元驱动轴轴承。
一个平面上边梁下翼门,将在下半部分的锁打开到中间锁锁。铰接式固定板和清洁段边梁焊接接头。驱动单元部件吊装到一名清洁工的地方螺栓、连接牵引链、配备传动链,每个张拉到工作状态,将安装屏蔽。网站补救不是少于8小时的连续操作和处理存在的问题。二、常见安装方案这的安装方式,为以上相。对比较简单一些,不小于25t汽车吊,安装石将污垢机吊装到埋的轨道面上,将两面梁底部调整到一个平面上,边梁下翼门将在下半部分的锁。清污机
在等什么清污机用途缘和埋的公路铁路福石和驱动轴轴成水平状态将支持铰链座固定在支持铰链固定板上,将卸载从污垢耙子随后向板滚子链上,安装和检查调整好双方链轮齿和链间隙,董事会后传动链和牵引链稍微调节张紧,工作状。态。俗话说的好:便宜没好货,好货不便宜,没有一个厂家会赔钱销售,清污机产品也不例外!从事水利事业多年,有着丰富的生产销售经验,清污机产品质量让您百分百放心,您还在等什么?清污机用途缘和埋的公路铁路福石。
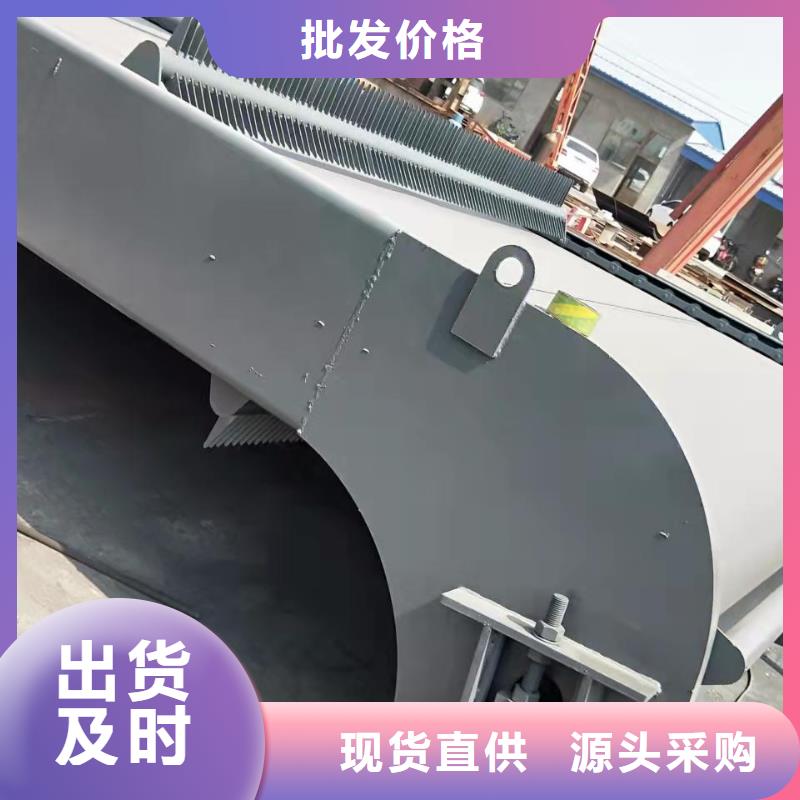
随同运行由于每个齿广泛应用于给排水泵站,雨水泵站,污水处理厂及水质净化厂进水口,各类工矿企业的废水处理工程中污水中的粗大漂浮物。清。污机工作原理及构造清污机主要由驱动机构、机架总成,传动链、齿耙组、栅条、底部拦栅等部分组成。减速机驱动链轮使链耙牵引系统旋转运行,带动牵引链间的齿耙随同运行,由于每个齿广泛应用于给排水泵站。
高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。