


不要犹豫,点击播放我们的15crmo角钢定尺定做产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:15crmo角钢定尺定做的图文介绍

Q355E角钢的规格是以角钢的长、宽、高的毫米数来表示,假如规格都是相等的就是等边的角钢,而不相等的就是不相等的角钢。而角钢的规格还能够用型号来表示,而型号却是变宽的厘米数,型号不同表示不同型号的尺寸,所以在相同的尺寸中要将角钢的尺寸都标齐,以免我们在平常的生活中把角钢搞混了。在购置的时分就要留意角钢的型号和类别了,应为在运用的外观时角钢的规格候是不能有所偏向的。型材中的角钢的外观质量要求角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项角钢,角钢的外观质量要求并规定角钢不得有显著的扭转。


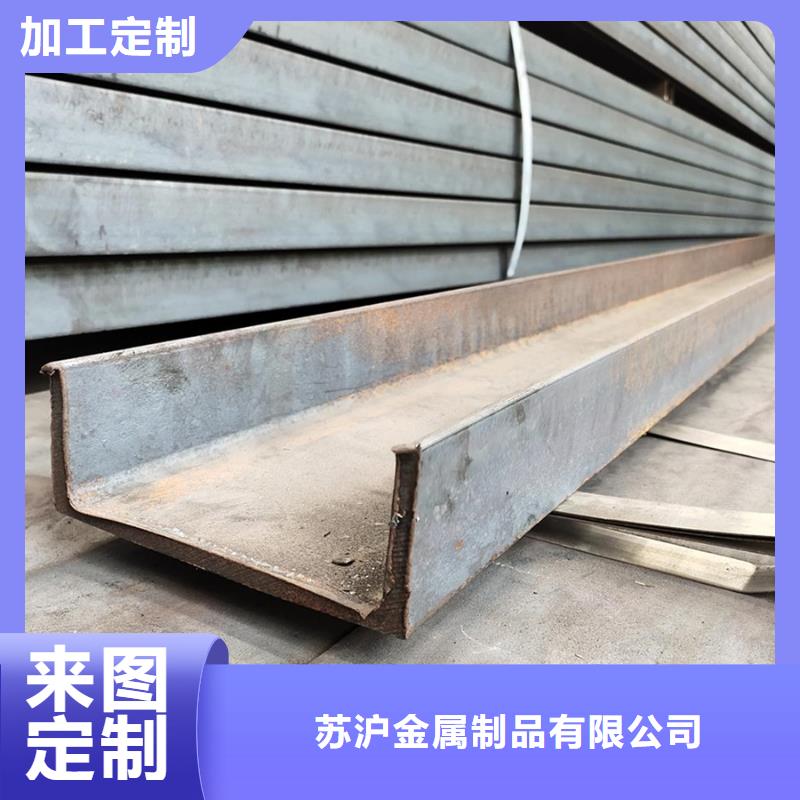
Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。



广安苏沪金属制品有限公司自投产以来,通过优良的 09CuPCrNi-A钢板产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 09CuPCrNi-A钢板。



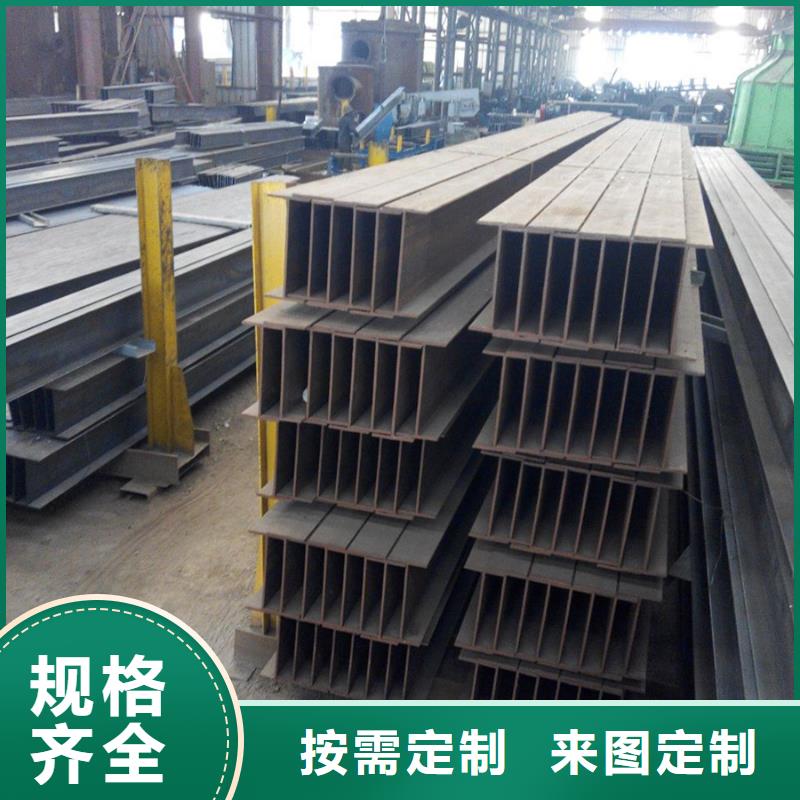
型材厂家生产的槽钢主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。Q345B角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm·200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm。不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。


