

今年,在大气污染的防治上,全省提出调整优化产业结构,严禁审批无缝钢管、水泥、电解铝、平板玻璃、炼焦等新增产能项目,同时,继续依法开展无缝钢管、水泥、电解铝等产能严重过剩行业违规建设项目清理整顿。全省各设区市的建成区,全部淘汰10蒸吨/小时及以下燃煤锅炉、茶浴炉,完成燃煤锅炉大气污染物排放综合整治。全部淘汰2005年年底前注册的营运类黄标车,强制报废2015年达到 强制报废标准的车辆,推行公交优先发展战略。全面强化建筑工地扬尘污染控制,所有在建房屋建筑工程和市政基础设施工程,全面开展项目安全生产标准化考评。
除此之外,还要求山东全省城市(含县城)绿化覆盖率达到39.9%,创建2-3个省级园林城市和1-2个 级园林城市。各县级市创建3-5条以上省级保洁示范街道,实施道路机械化清扫,提高城市道路机械化清扫率。同时,全省实现PM2.5监测全覆盖,太原市建设2个 直管监测点,其他10个设区市分别建设1个 直管监测点。完成省级和设区城市重污染天气监测预警系统建设;及时启动重污染天气应急预案,妥善应对重污染天气等。


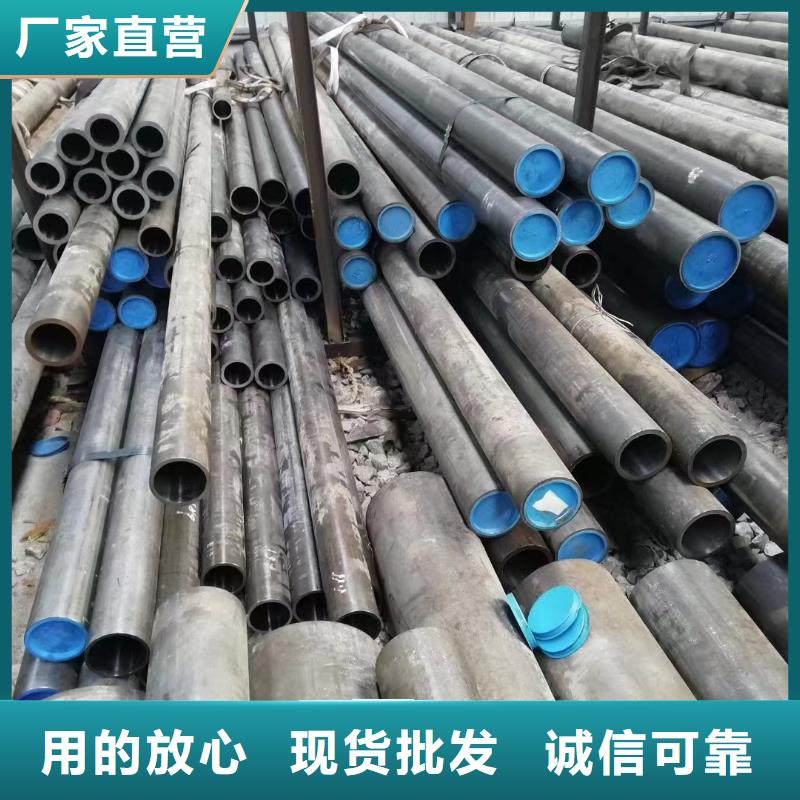
主营无缝钢管厂家 聊城实体
无缝钢管因造工艺不同分为热轧(挤压)钢管拔(轧)版无缝钢管两权冷拔(轧)管又分为圆形管和异形管两种。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→质检壁厚→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→质检壁厚→水压试验(探伤)→标记→入库。
细冷拔无缝钢管消费工艺流程是:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处置→矫曲→水压试验(探伤)→标识表记标帜→入库。采用的锅炉受压元件用钢,一般在39公斤以下的锅炉应用,为了在较高压力下使用,往往都把受热面管设计的很厚。
假如用45钢渗碳,淬火后芯部会呈现硬,失去渗碳处置的长处。接纳渗碳工艺的质料,含碳量都不高,到0.30%芯部强度已经能够到达很高,应用上不多见。0.35%历来没见过实例,只正在教科书里有引见。能够接纳调量+高频外表淬火的工艺,耐磨性较渗碳略差。
精细冷拔无缝钢管是一种通过冷拔或热轧处置后的一种高精细的精细冷拔无缝钢管质料。由于精细冷拔无缝钢管表里壁无氧化层、接受高压无泄漏、高精度、高光洁度、冷弯稳定形、扩口、压扁无裂缝等有点,所以首先用来消费气动或液压 元件的卖得货,如汽缸或油缸,能够是无缝管。



无锡无缝钢管是现阶段运用比较普遍的一种管材,另外无锡无缝钢管的类型也是有许多,不一样的类型主要用途也不一样。一般无锡无缝钢管关键用以低高压加热炉(压力一般不超5.88Mpa,操作温度在450℃下列)的遇热面管道;用以锅炉(压力一般在9.8Mpa之上,操作温度在450℃~650℃中间)的遇热面管道、锅炉节能器、受热面、再热水器、石油工业用管等。无锡无缝钢管生产加工出現的缺点:
1、无锡无缝钢管会造成 原材料晶格常数织构等外部经济缺点和粗糙度的提升,并引起奥氏体改变及渗碳体的进行析出。如冷拉后马氏体钢展现出带磁提升状况。
2、造成 原材料晶格常数织构或改变产生在表层,便会变成孔蚀等部分浸蚀的始发站部位。无锡无缝钢管这类状况在形变水平做到20%减横断面率的时候会出現立即欠佳影响。
3、无锡无缝钢管冷拉之后将在原材料中留有内应力,内应力对原材料的抗晶间腐蚀裂开极其不好。无锡无缝钢管一切水平的冷拉对会使无锡无缝钢管原材料的SCC敏感度暴增。
4、冷拉水平对无锡无缝钢管的高溫长久抗压强度也是有欠佳影响。无锡无缝钢管一般操作温度越高或开裂使用寿命规定越高,容许的冷拉水平也越低。
无锡无缝钢管和一般无缝管的差别:
1、一般一般无缝管主要特点是无焊接缝,可承担很大的工作压力。产品能够是很不光滑的铸态或冷拨件。
2、无锡无缝钢管是近些年出現的产品,主要是内螺纹、表面规格有严苛的尺寸公差及表面粗糙度。



新余金海金属材料有限公司是一家从事(新余) 本地 合金管生产的大型企业。位于开发区蒋管屯镇杜丹江路东首100号,交通便利,便于客户来访。公司自建立以来,靠有优良的产品质量和良好的售后服务,本着友善合作,诚信经营的原则,深受客户信赖及好评,欢迎广大客商合作洽谈,我们将竭诚为您服务!



Q235B无缝管关键运用于饮用水工程项目、石油工业、化工等行业,下边无缝管厂家家给大伙说说Q235B无缝管的用途有哪些?
1、大口径无缝钢管管路、预制构件焊接,焊丝焊条要开展风干、隔热保温,共存放到隔热保温筒内,铝合金管随时使用随拿。
2、管路焊接位置溫度小于零摄氏度时,全部铸铁件、焊接应在始焊处100毫米范畴内加热到15℃之上。加热方式选用搭棚、取火和气割部分加温方法来确保。
3、冬天,要在焊接全过程中加温另外扩大电流量,焊后采用遮盖隔热保温毡等方法,以减少焊接区的温度场。
4、起风、雨天、下雪天焊接位置务必设定遮风、雨、雪棚。
5、焊接件支管內外的风雪和焊接周边的水份应擦拭或风干。
6、务必严苛按安全性安全操作规程工作。厚壁管管铸造全过程中不管在哪个流程都依照规定严苛开展,才可以把特性保证优,应用中才可以最安全性最靠谱。

