


想知道高频焊翅片管产品为何如此受欢迎?观看视频,答案自在其中。
以下是:高频焊翅片管的图文介绍
汉中建顺金属制品在 散热器行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。



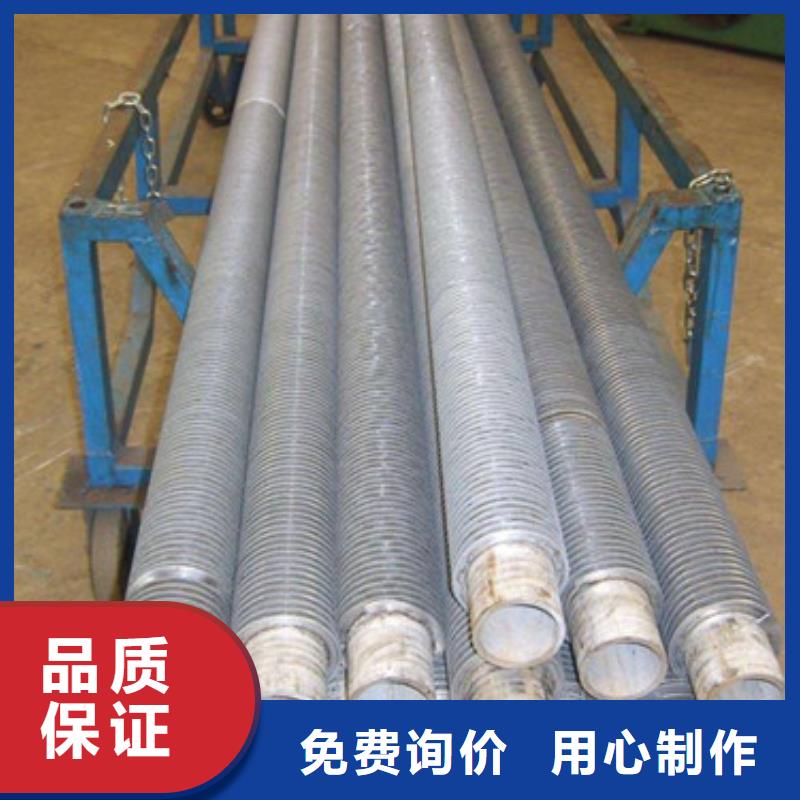
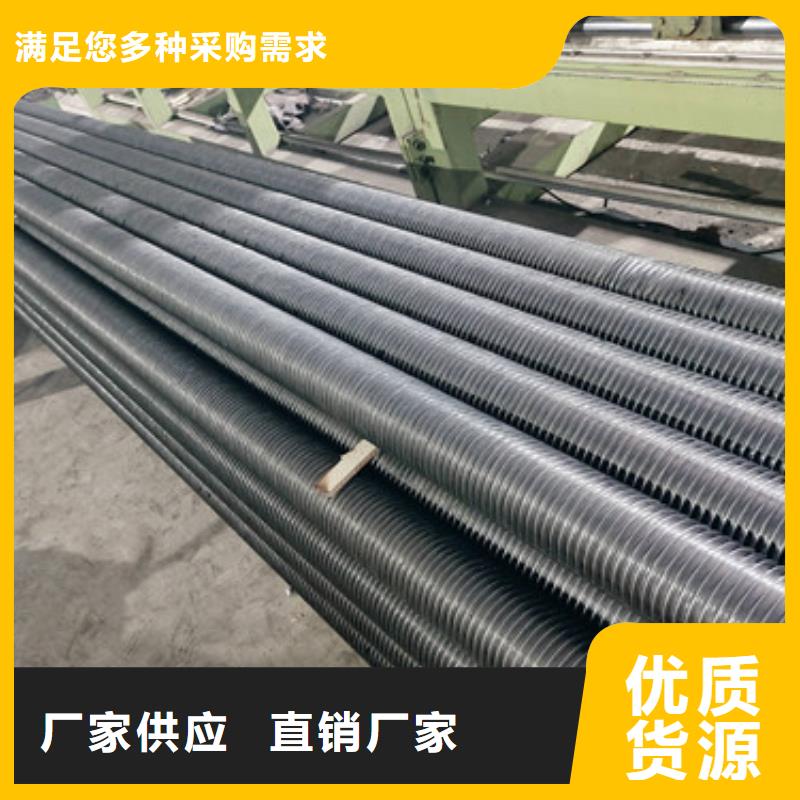
1、当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、当地 防腐性能、当地耐磨性能、当地低的接触热阻 、当地高的稳定性、当地防积灰能力。3、当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、当地功率、当地工件成形角度、当地挤压力、当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。



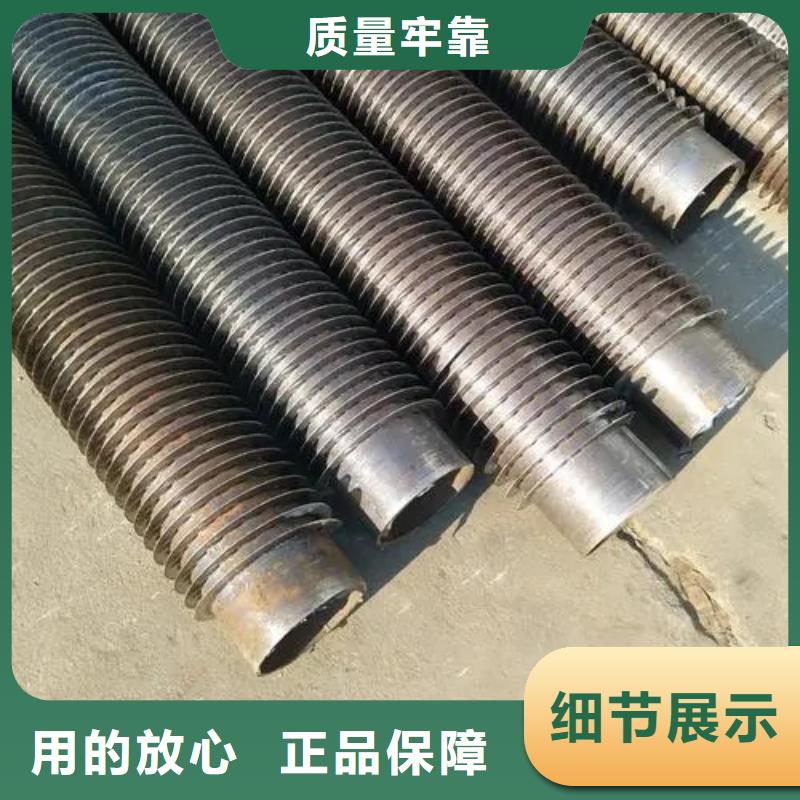
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。



翅片管换热管是换热器的元件之一,置于筒体之内,用于两介质之间热量的交换。具有很高的导热性和良好的等温性。它是一种能快速将热能从一点传至另一点的装置,而且几乎没有热损耗,因此它被称作传热超导体,其导热系数为铜的数千倍。除光管外,换热器还可采用各种各样的强化传热管,如翅片管、螺纹管、螺旋槽管等。当管内直径两侧给热系数相差较大时,翅片管的翅片应布置在给热系数低的一侧。换热管常用的尺寸(外径x壁厚)主要为Φ19mmx2mm、Φ25mmx2.5mm和Φ38mmx2.5mm的无缝钢管以及Φ25mmx2mm和Φ38mmx2.5mm的不锈钢管。标准管长有1.5、2.0、3.0、4.5、6.0、9.0m等。采用小管径,可使单位体积的传热面积增大、结构紧凑、金属耗量减少、传热系数提高。据估算,将同直径换热器的换热管由Φ25mm改为Φ19mm,其传热面积可增加40%左右,节约金属20%以上。但小管径流体阻力大,不便清洗,易结垢堵塞。一般大直径管子用于粘性大或污浊的流体,小直径管子用于较清洁的流体。
