



想了解我们的防撞护栏桥梁防撞护栏
大量现货产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
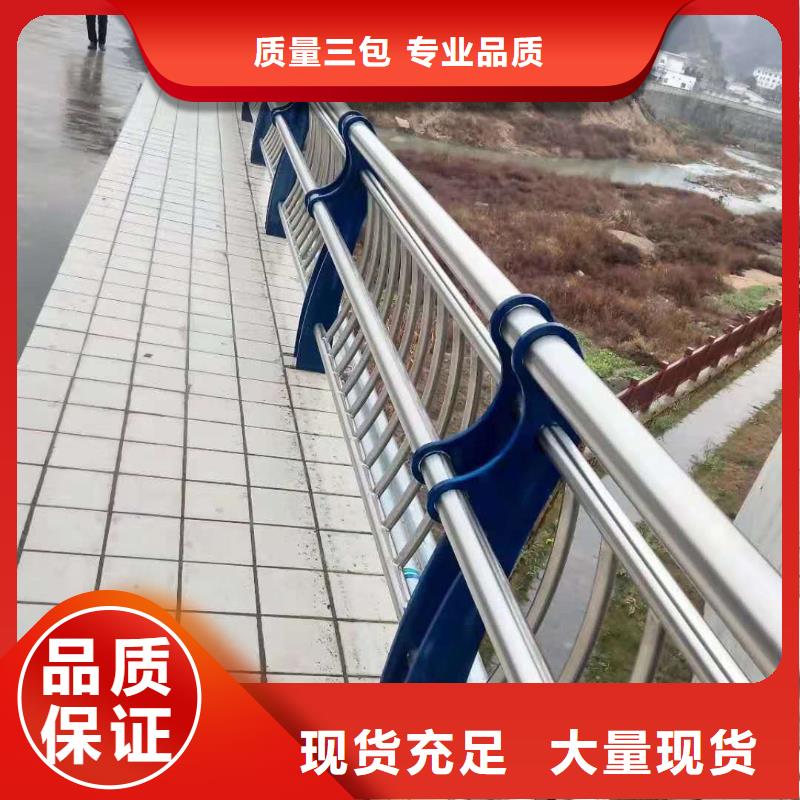
以下是:防撞护栏桥梁防撞护栏
大量现货的图文介绍

应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。 然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等清除干净。 打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺护栏安装工程。 铁艺护栏施工方案编制依据:铁艺护栏施工图建筑工程验收规范GB52002工程概况:本工程包括铁艺护栏制作,安装,油漆。铁艺护栏要求铁艺施工安排在施工前由负责人对各项施工负责人进行施工方案交底,并由人员施工队长编写交底,对施工人员进行培训及现场作业指导。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



上海俊邦金属材料有限公司一直致力于 【镀锌波形护栏】的研发和销售,工厂占地面积超过10万平方米。主要生产: 【镀锌波形护栏】。我们有多年 【镀锌波形护栏】研发、生产经验,拥有行业内领先的生产线以及技术先进,为全球消费者提供技术领先、品质卓越的产品,拥有市场上广阔的产品线。我们与时俱进,不断巩固自身实力提高产品质量的同时也不断完善售后服务。相信只有这样不断的前进,才能迈进更为广阔的空间。坚持以“打造有价值,可优化,不断进取的专业性销售团队,悉查客户需求,超越客户期待”的服务理念和“以品质求生存,以创新求发展,以信誉求市场,务实创新,超越自我”的经营理念为广大客户提供z u i完整的产品。



公路隔离栅的潜在问题近年来,随着国内高速公路建设的飞速发展,隔离栅市场不断扩大,但由于该产品在的生产和使用时间不足十年,产品标准颁布仅五六年, 标准颁布刚两年,生产厂家对该产品的性能、参数、生产工艺掌握各不相同,致使这一产品的质量良莠不齐。 隔离栅已经成为重要的交通基础设施,对经济的发展和社会的做出了重要的贡献。目前,高速公路隔离栅养护管理仍存在一些亟待解决的问题。大致有两个方面:其一,养护管理不顺。目前大多数高速隔离栅养护管理仍采用事业型管理,养护经费采用拨款方式。 这种在计划经济下形成的养护管理模式已不能适应高速隔离栅市场化经营的需求。尽管各省市在养护管理机构及组织方式上较为健全,但由于的影响和养护市场的封闭型管理,已愈来愈严重地影响了高速隔离栅养护水平的和养管机制的。 是有些地方管理观念陈旧,人员机构臃肿,分配机制缺乏活力,从另一个侧面反应了当前高速隔离栅养护管理上的不足。其二,"重建轻养"思想严重。"重建轻养"在高速隔离栅管理中主要为养护资金投入不足和对科技进步重视不够两个方面。



