您的位置>首页 >衡阳当地行业新闻News >
不锈钢复合管护栏桥梁景观栏杆精心选材
发布时间: 2024-09-18 21:58:28 浏览次数:2
以下是:不锈钢复合管护栏桥梁景观栏杆精心选材的产品参数
| 产品参数 |
|---|
| 产品价格 | 215元/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 8989999 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 桥梁 道路 公路 公园 景观 |
|---|
| 品牌 | 鑫海达 |
|---|
| 产地 | 山东 |
|---|
| 是否直销 | 厂家直销 |
|---|
| 是否定制 | 可定制 |
|---|
| 型号 | 201/304/316 |
|---|
| 颜色 | 按需喷色 |
|---|
| 尺寸 | 按需定做 |
|---|
以下是:不锈钢复合管护栏桥梁景观栏杆精心选材的图文视频
导读 您是想要在湖南省衡阳市采购高质量的不锈钢复合管护栏桥梁景观栏杆精心选材产品吗?湖南省衡阳市鑫海达金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢复合管护栏桥梁景观栏杆精心选材产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:许经理-15106359749,QQ:1271858886,地址:《聊城开发区工业园发货到湖南省 衡阳市 珠晖区、雁峰区、石鼓区、蒸湘区、南岳区、衡南县、衡山县、衡东县、祁东县、耒阳市、常宁市》。 湖南省,衡阳市 衡阳市是长江中游城市群重要成员,湘南地区的政治、经济、军事、文化中心,被定位为中部地区重点城市。衡阳城区横跨湘江,是湖南省以及中南地区重要的交通枢纽之一。衡阳市是中南地区重要的工业城市,是“中国制造2025”试点示范城市群城市之一,拥有湖南家综合保税区和高新区,被定位为承接产业转移示范区以及全国加工贸易重点承接地。衡阳也是服务业综合配套改革试点城市、生态文明先行示范区,卫生城市,园林城市,“中国抗战纪念城”。此外,境内还有“雁峰烟雨”“石鼓江山”“朱陵后洞”“青草渔家”“花药春溪”“岳屏雪霁”“东洲桃浪”“西湖白莲”等衡州八景。
想要一睹不锈钢复合管护栏桥梁景观栏杆精心选材产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:不锈钢复合管护栏桥梁景观栏杆精心选材的图文介绍
衡阳鑫海达金属制品有限公司是专业经营各种【【镀锌波形护栏】】的大型企业,在【【镀锌波形护栏】】行业中有较高的信誉, 公司一贯以服务细致、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各大厂建立了稳固的供货体系,同使用单位建立了良好的销售体系,公司经营的产品已经使用在许多重要工程中,实行仓储、销售、开票一条龙服务,本公司全体员工热忱欢迎新老朋友光临、惠顾、指导,来人来电洽谈业务,让我们携手共进,共创辉煌!


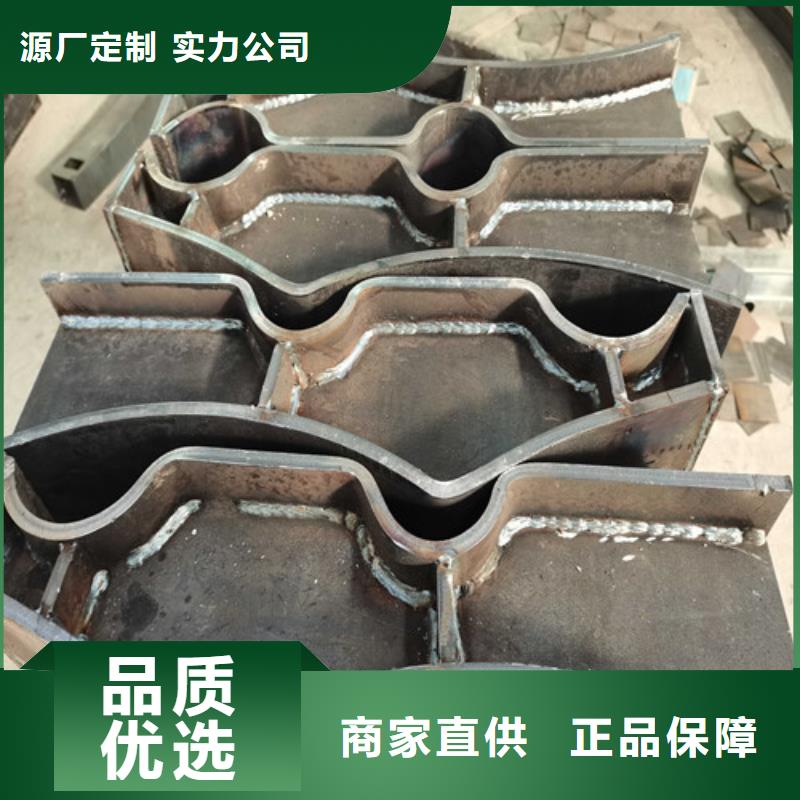
不锈钢复合管护栏质量控制:
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。 质量控制
5、同一跨内的单侧护栏应浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。

不锈钢复合管护栏焊接用的是什么电极
不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。
铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。
铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



总结 在湖南省衡阳市采购不锈钢复合管护栏桥梁景观栏杆精心选材请认准湖南省衡阳市鑫海达金属制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:许经理-15106359749,QQ:1271858886,地址:开发区工业园)。