



球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
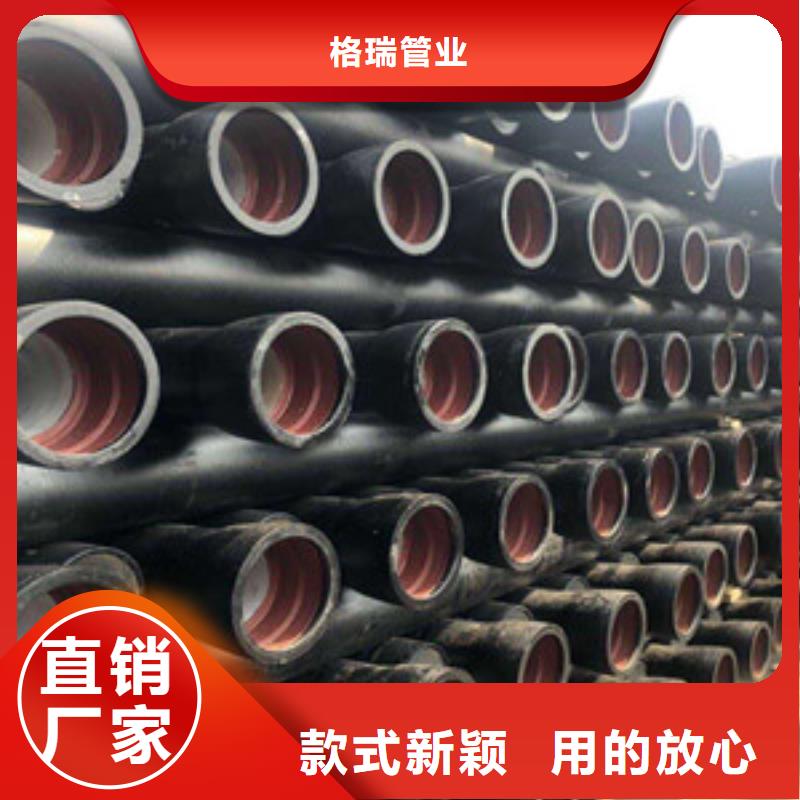
球墨铸铁管承口内的所有杂物擦洗干净;将胶圈上的粘着物清擦干净,把胶圈弯为”梅花形或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各部门不翘不扭。在球墨管件,井盖铸造的制造工艺方面均达到国内水平。球铁管件严格执行对应标准GB和标准ISO2531,K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道。用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。EN545标准,井盖执行EN124标准质量上要求铸铁管的球化等级控制为1-,球化率≥80%,借此材料本身的机械性能得到了较好改善,具有着铁的本质,钢的性能。球墨铸铁管适应基础不均球墨铸铁管匀沉陷,尤其是湿陷性黄土郊区特别的管材。
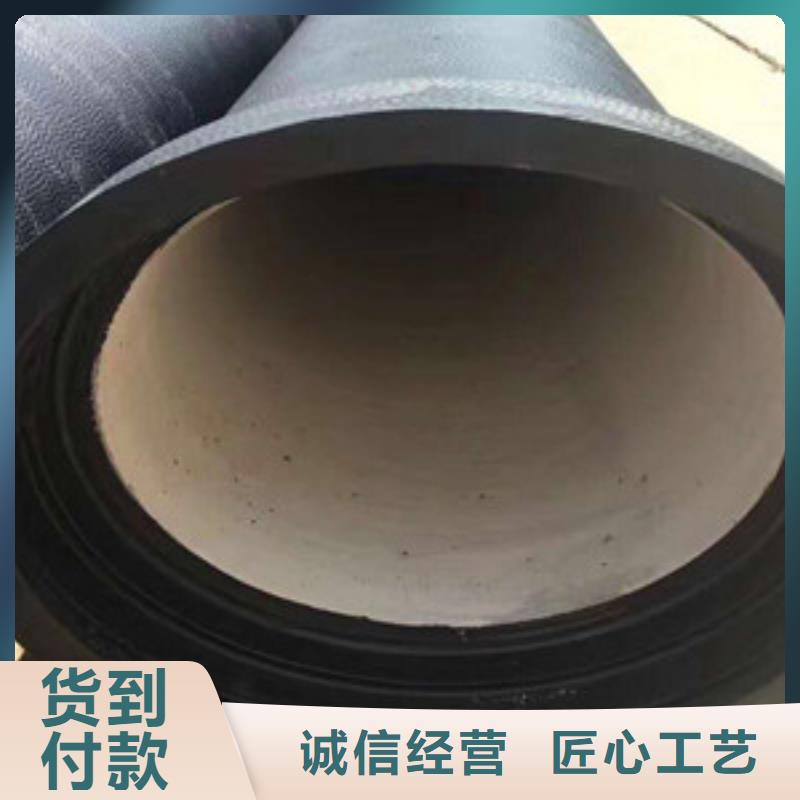
球墨铸铁管在基准含氧量8%条件下,颗粒物、二氧化硫、氮氧化物排放限值分别为10mg/m³、30mg/m³、球墨铸铁上很难得到高质量的焊补。焊补过程将会改变该处的球墨铸铁的金相组织。修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度。修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。130 mg/;。《炼焦化学工业污染物排放标准》(GB16171-2012)中的大气污染物特别排放限值标准(颗粒物15mg/、二氧化硫30mg/;、氮氧化物150mg/m³),达到了国内外现行标准的严水平。该标准是国内 炼焦化学工业大气污染物排放地方标准。球墨铸铁管一是加严对焦化各工序颗粒物排放的控制,颗粒物的超低排放限值均为10 mg/m³;二是对焦炉烟气实施超低排放控制,球墨铸铁管上述排放限值也低于 。
使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气、输油等。具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;碳当量:铁水碳当量过高(尤其是高硅含量)。
