


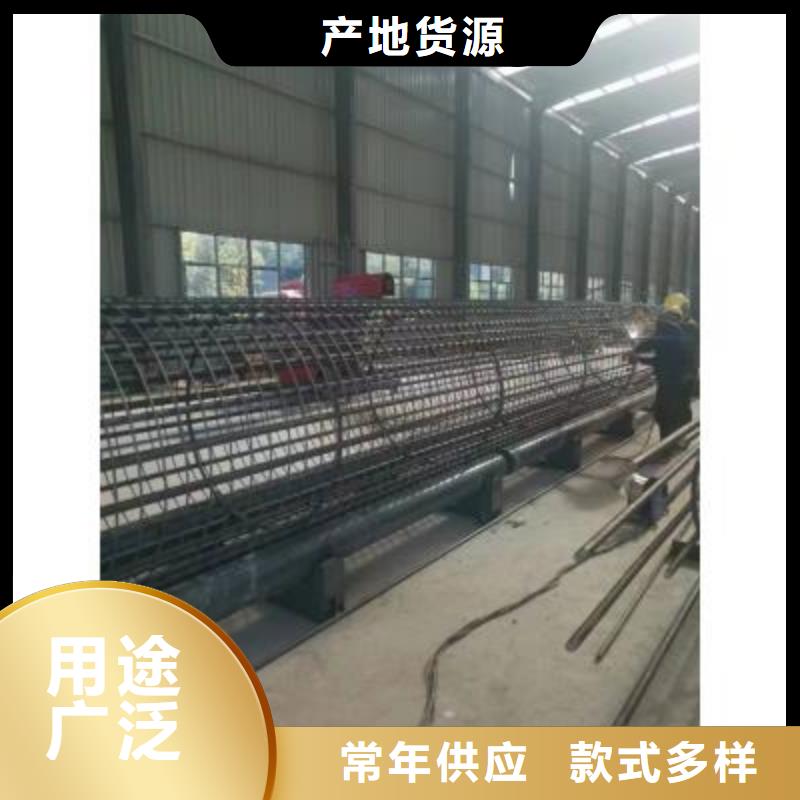


钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。
钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:钢筋笼绕筋机、数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。公司产品主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场,重点服务对象为中铁、中交、各省路桥等施工企业及专业的钢筋加工厂。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。

第三点:本机操作方式简单易学,只需一两名工人即可完成所有加工流程,但是工人在使用本设备时,一定要严格遵守数控弯箍机厂家提供的专业的操作说明手册来使用该机,只有这样才能合理的利用机器,发挥出它的作用,并且保证操作人员的人身。
点:小型钢筋笼滚焊机具有设备设备使用故障率低,弯曲钢筋速度快,耗能低不损肋等特点。操作轻便灵活,移动方便,适应大型施工单位及钢筋加工工厂箍筋制作;效率高,每班可以生产4-8吨,定尺精度准确适合大批量及工厂化作业,角度调整范围,0-180度任意调整,能弯曲方形,梯形箍筋和U型钩等。
第二点:采用实时控制系统可根据箍筋大小在设备运行中任意调整走料速度、弯曲速度和弯曲角度使操作更为人性化.控制系统采用分工步调速控制具有弯曲档位和走料档位使设备完成尺寸较大的箍筋时不会因惯性甩动而造成成品变形。
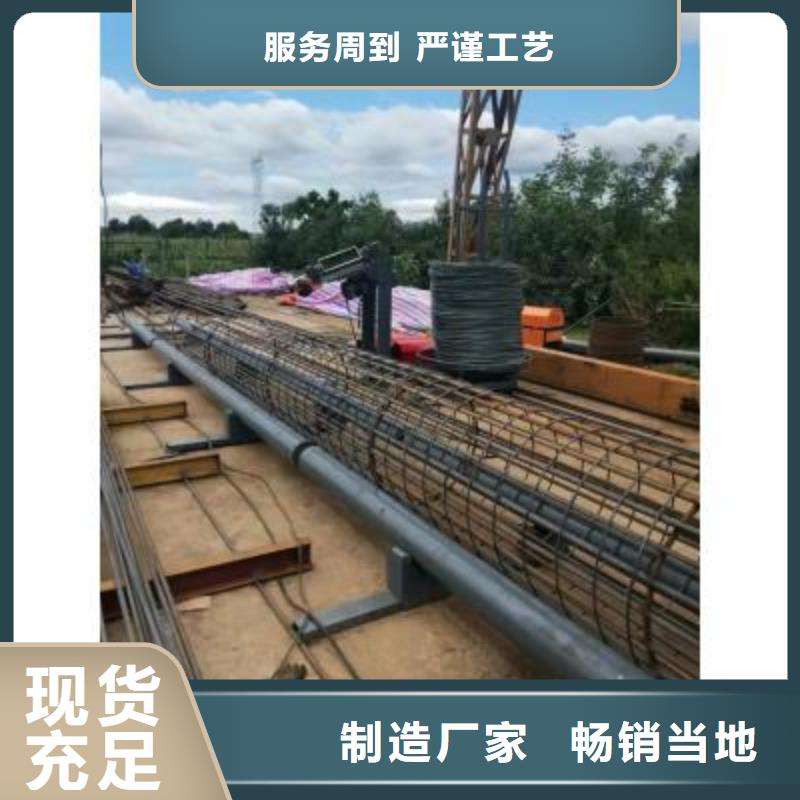
钢筋笼绕筋机
 建贸机械设备有限公司
丹东市加重型钢筋笼地滚机放心选择
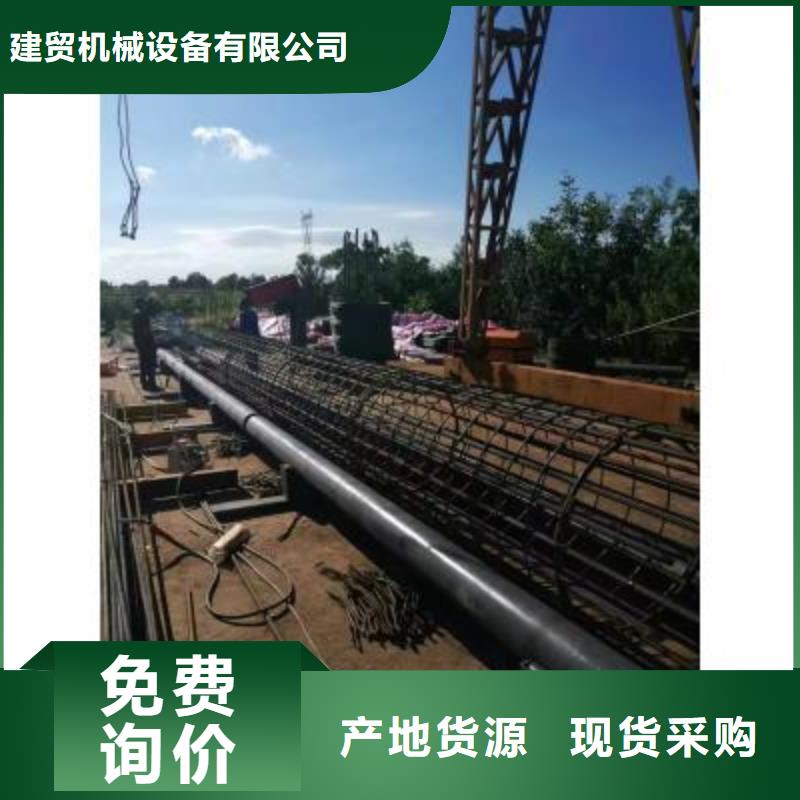
建贸机械设备有限公司
丹东市加重型钢筋笼地滚机放心选择

丹东地笼钢筋绕笼机 丹东数控钢筋滚笼机设备操作说明丹东钢筋笼绕筋机参数型号:PYRLJ-3000加工范围;钢筋笼直径φ400---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率7.5kw小车电机;Y90L-4 功率3.0kw整机重量;4200kg作业时,应将钢筋需弯一端在转盘固定销的间隙内,另一端紧靠机身固定销,并用手压紧;应检查机身固定销并确认已安放在挡住钢筋的一侧,方可开动。使用这种机械的时候我们一定要注意,其安装应稳固,保持水平位置。弯箍机系统不工作。钢筋弯箍机系统不工作的主要原因有:1.主机与控制柜未联机,需要检查主机与控制柜的连接情况,确保电缆连接牢固并正常工作。2.弯箍机系统处于状态,需要检查弯箍机的感应器的位置是否异常,同时要确认各感应开关是否损坏,并及时更换。3.检查弯箍机急停按钮是否被按下,及时恢复急停按钮。以上就是弯箍机系统不工作的3种情况,如果排除了上面三种状况外,系统还是不工作,可以拨打24小时***咨询。钢筋弯箍机执行机构不工作。钢筋弯箍机的执行机构不工作,如:不送钢筋,弯曲头不工作,加紧件不工作等,需要检查下面三个地方:1.检查元器件或者气阀,及时更换损坏的元器件和气阀。如果是气压不够,气路压力大小。2.检查控制线路是否不良或者断开。
