


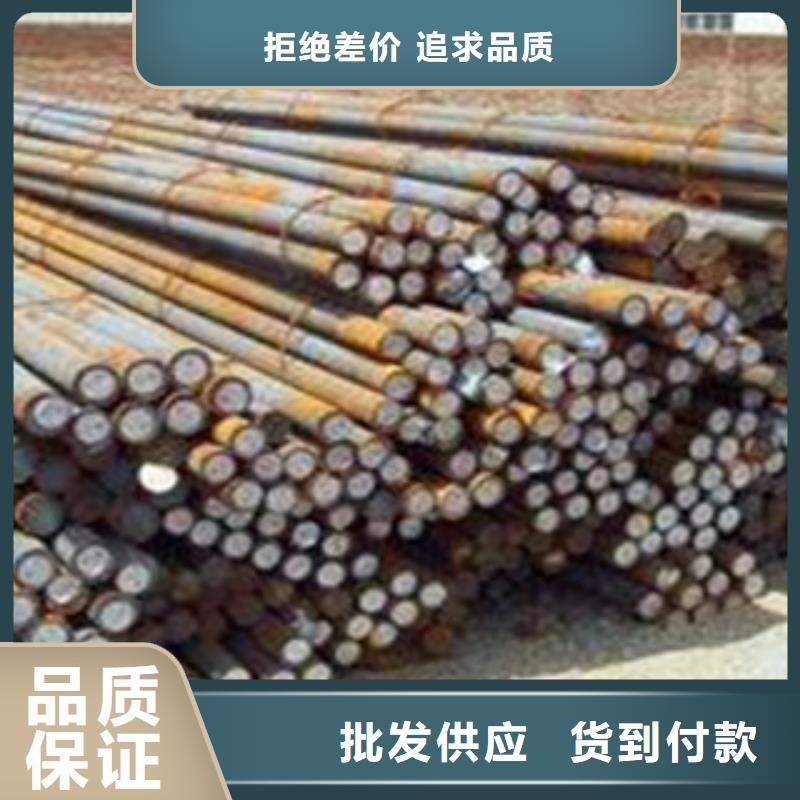






碳结钢加工必须经过的流程有哪些呢。的技术人员给大家介绍一下,希望我们的介绍可以更好的帮到你们。材料处理:采用冷拔材料产品的都是对材料的尺寸精度有较要求的应用,冷拔加工能通过对材料的尺寸选择来决定加工后产品尺寸精度和表面光亮度,一般均选择比需要的产品外径尺寸大几毫米的材料来加工。为了使原材料能经过冷拔模具,原材料必须经过处理。处理的是使用的机械将原材料的一端碾压得比模具孔径小。拉拔加工:原材料经过前期处理后,就可以上冷拔机进行拉拔加工。为了拉拔模具的损耗,在这个必须对模具进行。的一般有二种,一种为油,一种为材料。后加工:经拉拔后产品还需要进行调直加工、去除夹头废料加工、定尺剪切、防锈处理等环节才算后成品。碳结钢应该范围很广泛,普遍应用在五金配件、家电配件、加工原材料,机加工等等各种热轧圆钢不了要求的领域。;碳结钢与其他钢的区别有哪些呢。的技术人员给大家分享一下,希望我们的介绍可以更好的帮到你们。碳结钢的精度要高于普通的冷拉扁钢,因为其材质是经过“调质”处理的,所以直接用来当做轴,不需要再进行任何加工处理了,而普通的圆钢是达不到的。
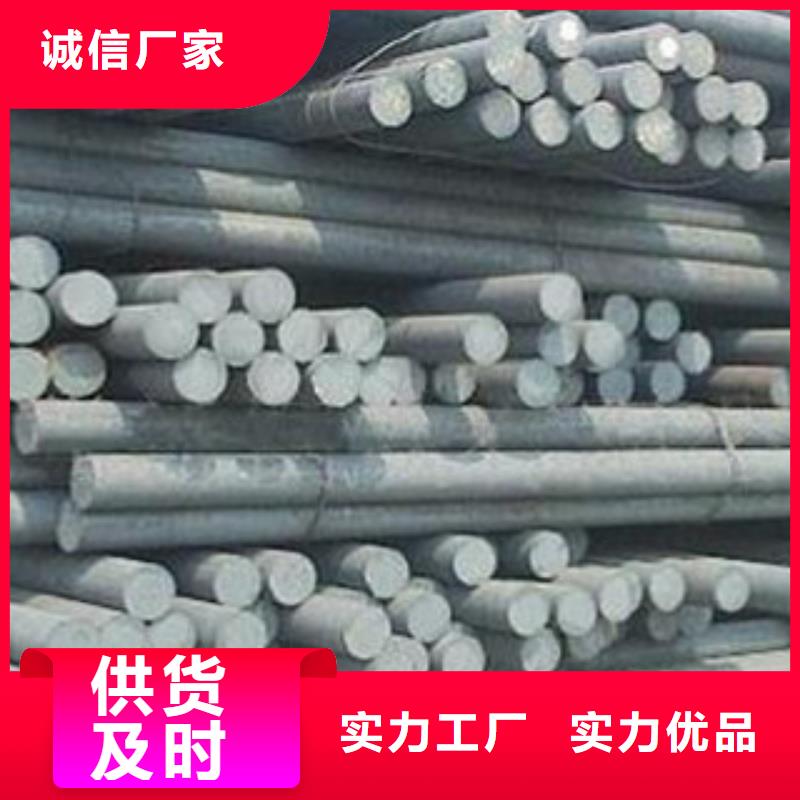
碳结钢钢材截面热酸蚀试片上组织不致密的现象。在钢材横断面热酸蚀试片上,存在许多孔隙和小黑点子,呈现组织不致密现象,当这些孔隙和小黑点子分布在整个试片上时叫一股疏松,集中分布在中心的叫做中心疏松。在纵向热酸蚀试片上,疏松表现为不同长度的条纹,但仔细观察或用8~10倍放大镜观察,条纹没有深度。用扫描电子显微镜观察孔隙或条纹,可以发现树枝晶末梢有金属结晶的自由表面特征。疏松的成因与钢水冷凝收缩和选分结晶有关。钢水在结晶时,先结晶的树枝晶晶轴比较纯净,而枝晶问富集偏析元素、气体、非金属夹杂和少量未凝固的钢水, 凝固时,不能够全部充满枝晶间,因而形成一些细小微孔。材在热加工过程中,疏松可大大改善,但当钢锭疏松严重时,压缩比不足或孔型设计不当时,热加工后疏松还会存在。严重的疏松视为钢材缺陷,当疏松严重时,钢材的力学性能会受到一定影响。但根据钢材使用要求,可以按标准图片评定钢材疏松级别。采用提高钢水纯净度、加快冷却速度、连铸用电磁搅拌和减少枝晶等措施,可以减少疏松。

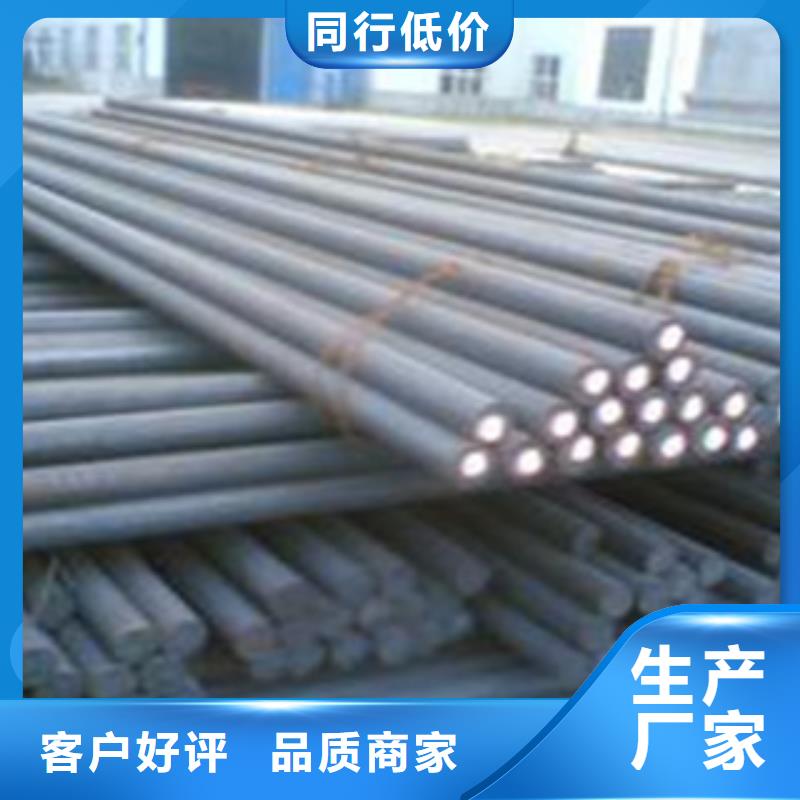
碳结钢钢水凝固过程中,由于体积收缩,在钢锭或连铸坯心部未能得到充分填充而形成的管状或分散孔洞。在热加工前,因为切头量过小或缩孔较深,造成切除不尽,其残留部分称为缩孔残余。缩孔残余分布在钢锭上部中心处,并与钢锭顶部贯通的叫一次缩孔。由于设计的钢锭模细长或上小下大,在浇铸凝固过程中,钢锭截口以下锭中心仍有未凝固的钢水,凝固后期不能充分填充,形成的孔洞叫二次缩孔。一次缩孔和二次缩孔有本质差别,前者只出现在钢锭头部,后者在钢锭上、中、下部位都有可能出现。一次缩孔酸洗试片中心区域呈不规则的折皱裂缝或空洞。在其上或附近常伴有严重的夹渣、成分偏析和疏松。二次缩孔孔洞中或附近没有夹渣,但有偏析生成碳物。一次缩孔残余和空气贯通的二次缩孔在轧制(锻造)过程中不能焊合,与空气隔绝的二次缩孔和连铸坯缩孔在轧制时一般能够焊合,不影响钢材使用性能。缩孔残余严重地破坏钢材的连续性,是钢材不允许存在的缺陷,轧制(锻造)时必然在钢坯上产生裂纹。为了防止缩孔的产生,要求正确设计钢锭模和保温帽尺寸,并采用性能优良的保护渣、保温剂(发热剂)和绝热板,把缩孔控制在钢锭头部,以保证在开坯时切掉。控制浇铸速度不要太快,温度不要过高可以防止缩孔产生。

碳结钢钢在纵向、横向断口上白点特征不明显,而在z向断口上呈现长条状或椭圆状白色斑点。采用断口检查白点时, 把试样先进行淬火和调质处理。
钢坯上出现白点,经压力加工后可变形或延伸,压下率较大时也能焊合。
白点缺陷对钢材力学性能(韧性和塑性)影响很大,当白点平面垂直方向受应力作用时,会导致钢件突然断裂。因此,钢材不允许白点存在。
白点产生的原因,一般认为是钢中氢含量偏高和组织应力共同作用的结果。奥氏体中溶解的氢,在冷却相变过程中,其溶解度显著降低,所析出的氢原子聚集在钢材微孔中或晶间偏析区或夹杂物周围,结合成氢分子,产生巨大局部压力,当这种压力与相变组织应力相结合超过钢的强度时,则