
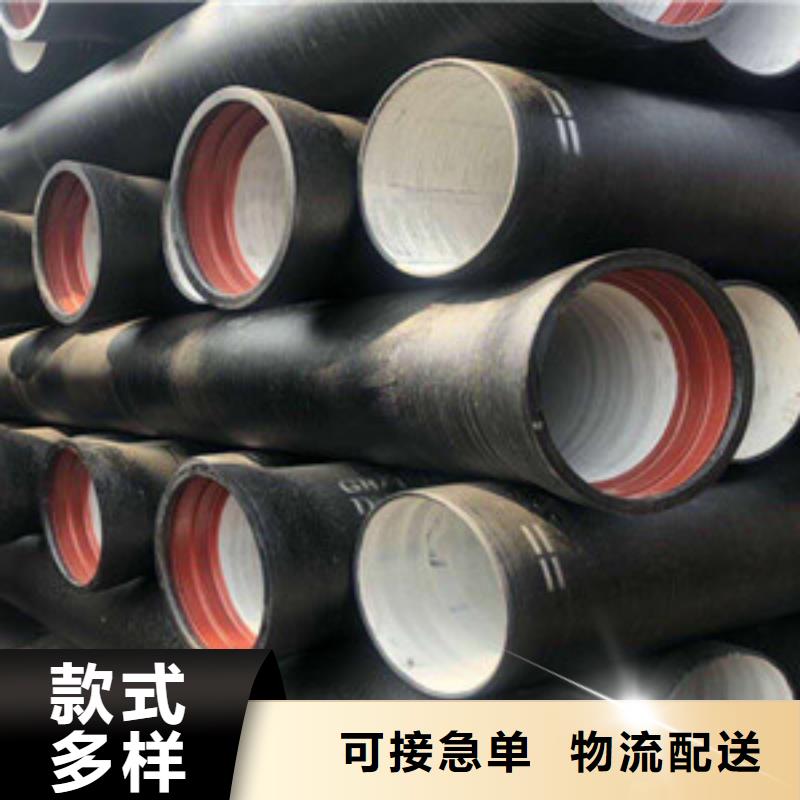

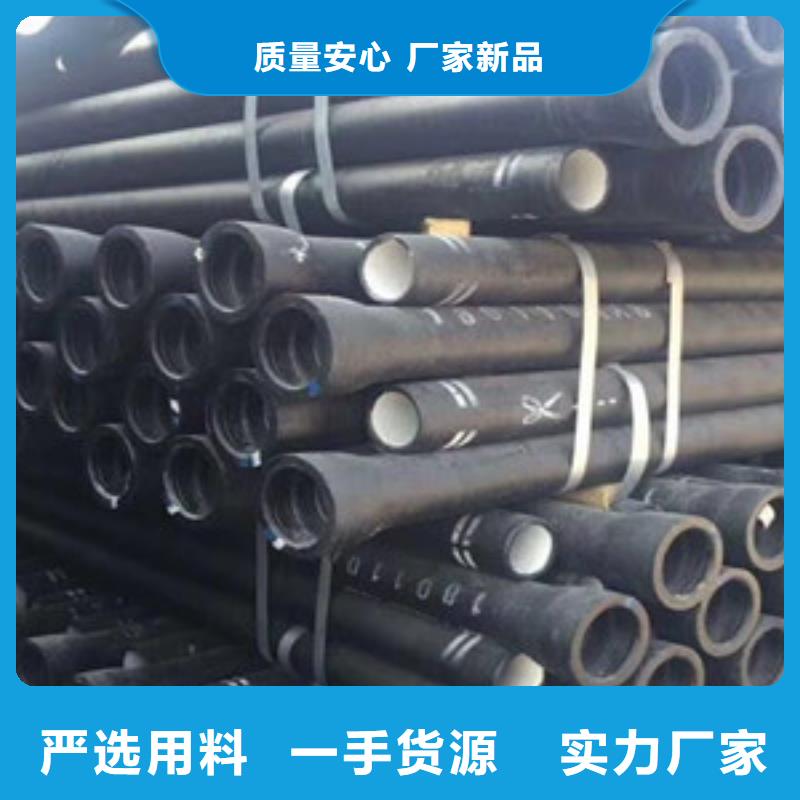




为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。化、热胀冷缩大,不宜长工夫受日光照射、抗压功用差,施工欠妥易惹起变形性差,可挠度差,易俗铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属锻造而成。球墨铸铁管的锻造工艺有连续造法和水冷离心锻造法,个中水冷法为当现代艺。球墨铸铁管分娩工作比较细致高压流体保送用球墨铸铁管(GB/T3092-1993)也称日常焊管,俗称黑管。对比一下焊接。是用于保送水、煤气、气氛、油和取暖蒸汽等日常较高压力流体和其他用处的球墨铸材的特点是内壁光滑、重量轻、耐腐蚀、防结垢功用好、代价低一级,但缺陷也较多,首要有以下几点:老在常见的项目实施方法中。
球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
在对手柄施加压力时,不可一次用力过猛,否则会造成砂轮破裂。在机器运转的时候,操作人员切不可站在有砂轮的一侧,以免出现意外事故。当砂轮在切割时,出现震动、摇晃、不平稳的现象,就要立刻停止操作,检查砂轮是否出现缺口、破损,球墨铸铁管厂家如果有必须及时更换,保证、正常的使用。切割好的球墨铸铁管的切面,如果有妨碍使用的毛刺,可以用砂轮或者锉刀进行加工磨平。
球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这方面的优势的。
