

联系我们

橡胶止水带,盆式支座自有生产工厂
发布时间:2024-08-02 18:27:36 浏览次数:1 公司名称:[黑龙江]上沅工程技术有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 267 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |




经过十余年的磨砺与探索,黑龙江上沅工程技术有限公司已初具规模,拥有国内先进的生产技术和设备。专业生产 聚硫密封胶系列产品。铸就了自己的品牌。公司引领 聚硫密封胶新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 聚硫密封胶产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!



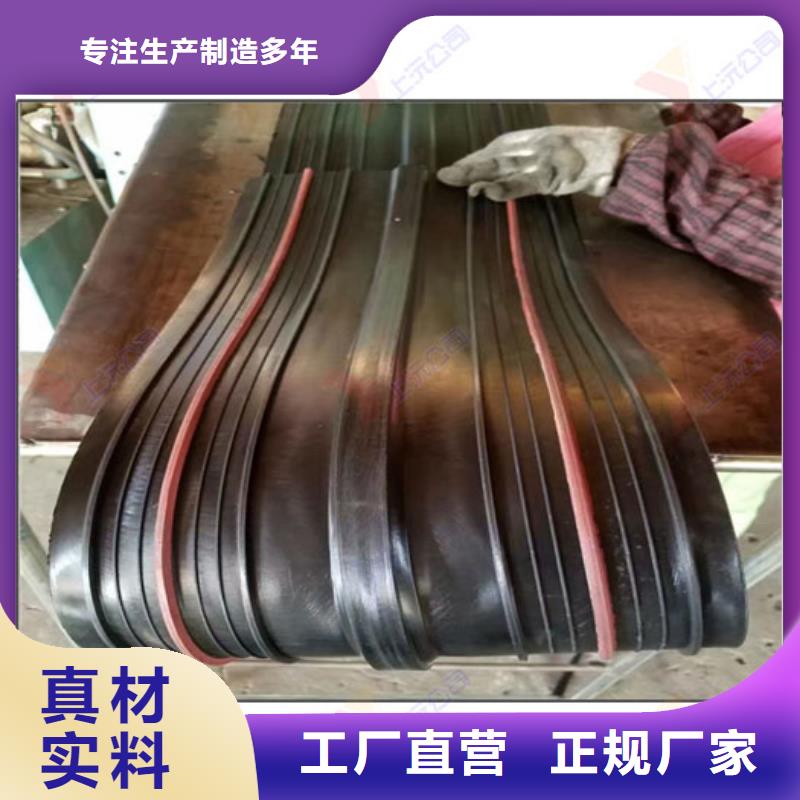
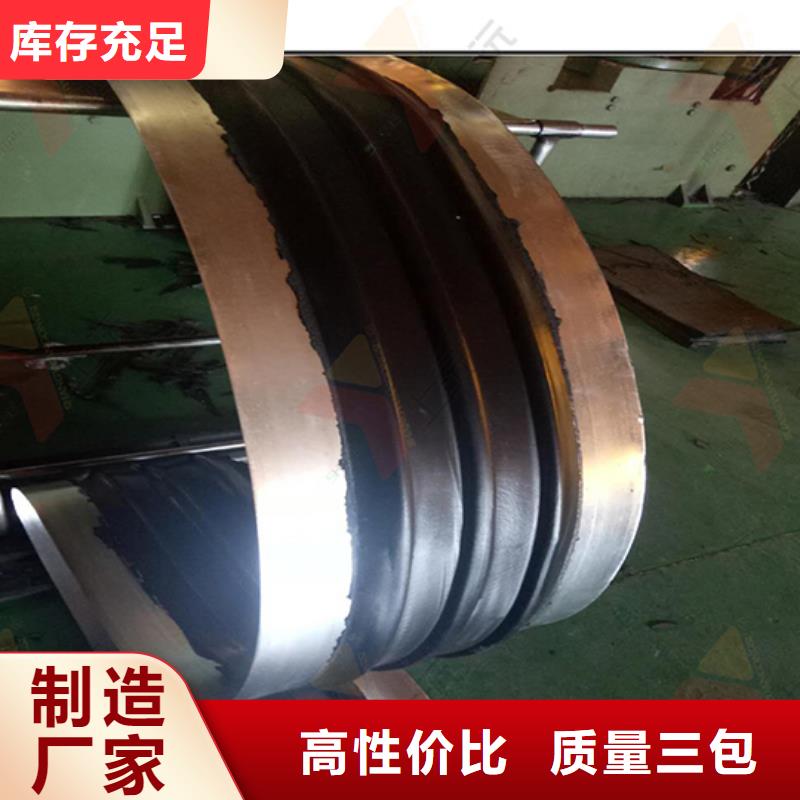
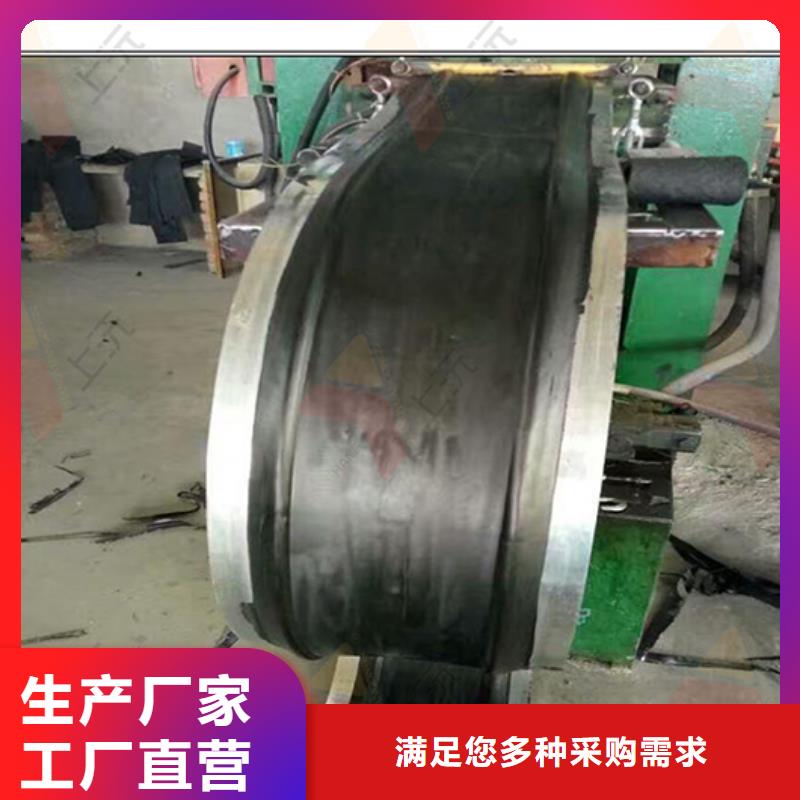
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



止水带钢板型号是宽300mm,厚3mm的钢板,长度3m1块,材质为Q235钢。施工时用对拉螺栓做水平支撑架,确保止水带的垂直度及满足设计及规范要求;混凝土浇筑完毕后要及时清理止水钢板上部被混凝土污染部分,防止上部混凝土浇筑时与钢板结合不良;下部施工完毕后,尽早凿毛清理,确保上部施工时混凝土能良好的结合;浇筑上部混凝土前,应用水枪冲洗底部混凝土,清除上部结构施工时散落的灰渣等污染物,在浇筑上部结构混凝土时,首层应该先浇筑2cm左右厚度的同等标号砂浆,一方面润湿先期施工的混凝土表层,起到良好的结合层的作用,另一方面来检查模板支护情况,确保构筑物外观尺寸符合设计及规范要求。

上沅工程技术有限公司
