


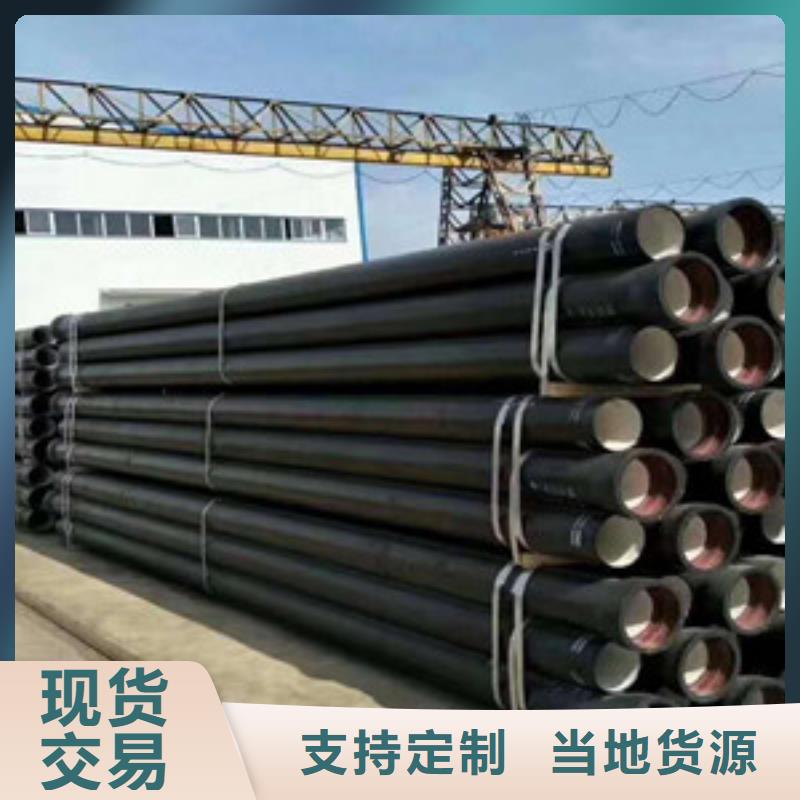



衡水球墨铸铁管广泛用于输水、输油管道以及食品、制药、化工等行业的生产流程管网。在市政管网、自来水公司、城市建设、房地产开发、国内结构用钢、机械加工制造、煤矿、石油、化工、电力等行业的市场上,具有相当的资源和服务优势。橡胶圈安装:橡胶圈安装严格按制造厂提供的安装工艺安装,在安装前先对承插口进行清理,承口清理用毛刷和干净的抹布清理承口内部,尤其是放橡胶密封圈的位置,不能沾有漆、土、沙子等残物。清扫并润滑胶圈和插口,清扫插口光滑边缘,把橡胶圈放入承口检查是否完全吻合,然后用专用润滑剂(由格瑞管道供应尚提供)。在弯头、变径、三通部位供应按要求使用T型止脱橡胶圈。铸铁管道安装:铸铁管安装时,小心地将管子连续插入,插入的深度在两条白线中间即可。如发现管子插入时阻力过大,应立即停止,将管子拔出,查明原因并妥善处理,再行插入,对接时校整对接管头,然后在管道另一头设一固定点用千斤顶,平衡用力,使管道插入。
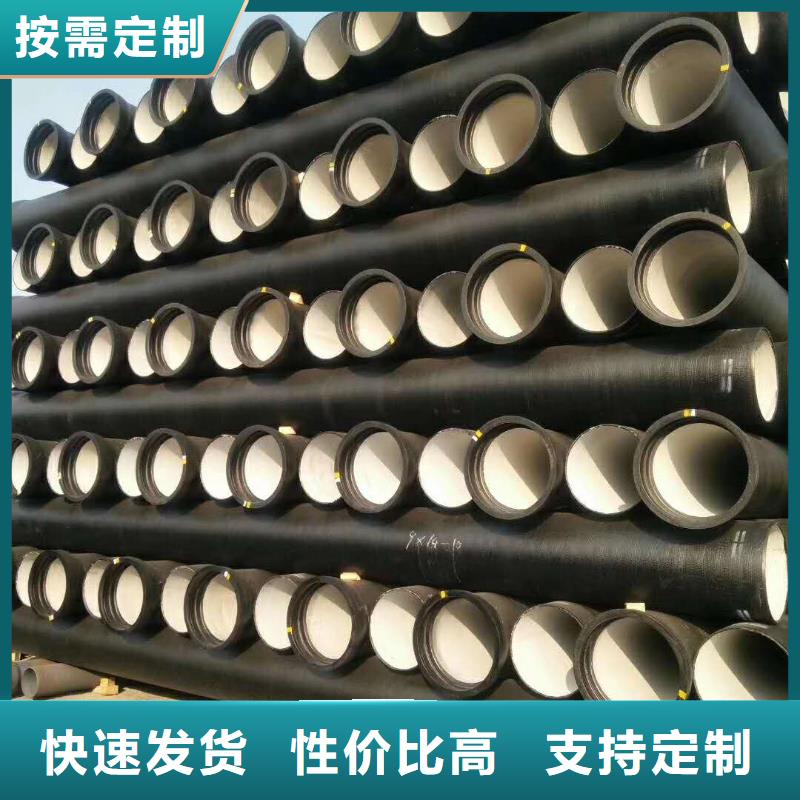
衡水球墨铸铁管给水管道冲洗工序(洗管),是竣工验收前的一项重要工作,冲洗前必须认真拟订冲洗方案,长距离管道应分段进行,分区冲洗,做好冲洗设计,以保证冲洗工作顺利进行。管道冲洗要耗用大量的水,水源必须充足,冲洗时应避开用水高峰,以流速不小于1.5m/s的冲洗水连续冲洗,直至出口水的浊度、色度与入口水目测一致时即可取水化验。直管、管件和附件的硬度是指用标准的工具可以对其进行切割、钻孔、打眼/或机械加工的硬度。如有争议,可进行硬度试验。 离心衡水球墨铸铁管的布氏硬度值不得超过230HB,非离心衡水球墨铸铁管、管件和附件的布氏硬度值不得超过250HB。焊接部件的焊接受热区的布氏硬度值可高些。 管道消毒应采用含量不低于20mg/l氯离子浓度的清水浸泡24小时,再次冲洗,直至水质管理部门取样化验合格。
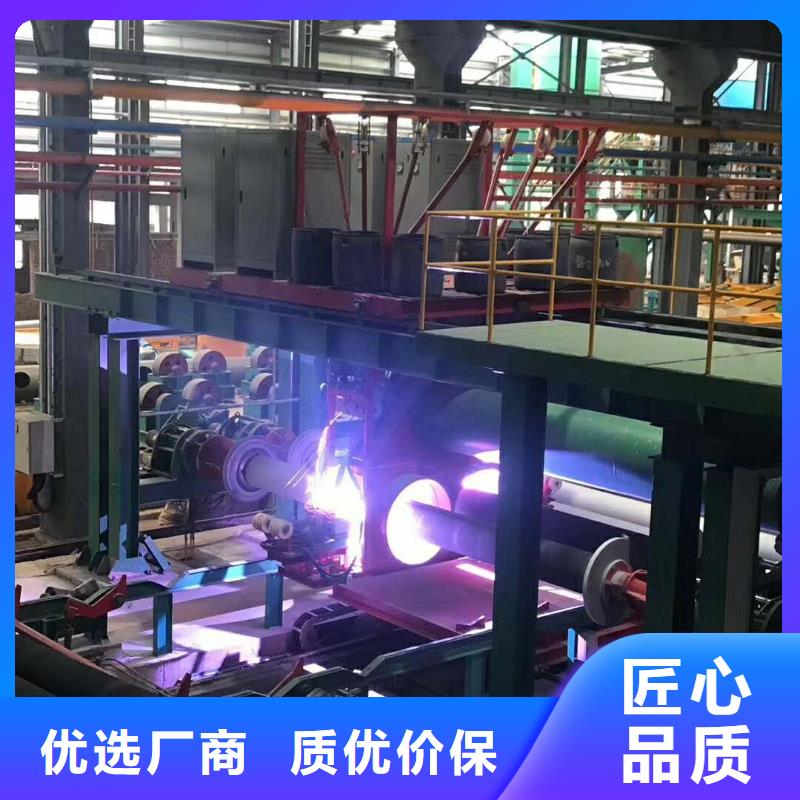
衡水球墨铸铁管铸件夹砂砂眼。所以为了提高铸件成品率,提高铸件质量,降低铸件总成本。采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,一般人们使用的采用涂刷涂料会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。这可以说就是 的办法了,大家可以来采用一下。衡水球墨铸铁管件由于它的使用环境,出现腐蚀现象也是不可避免的,因此,就需要我们了解如何应对球墨管砂眼现象。
衡水球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。衡水球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,衡水球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
