










这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。

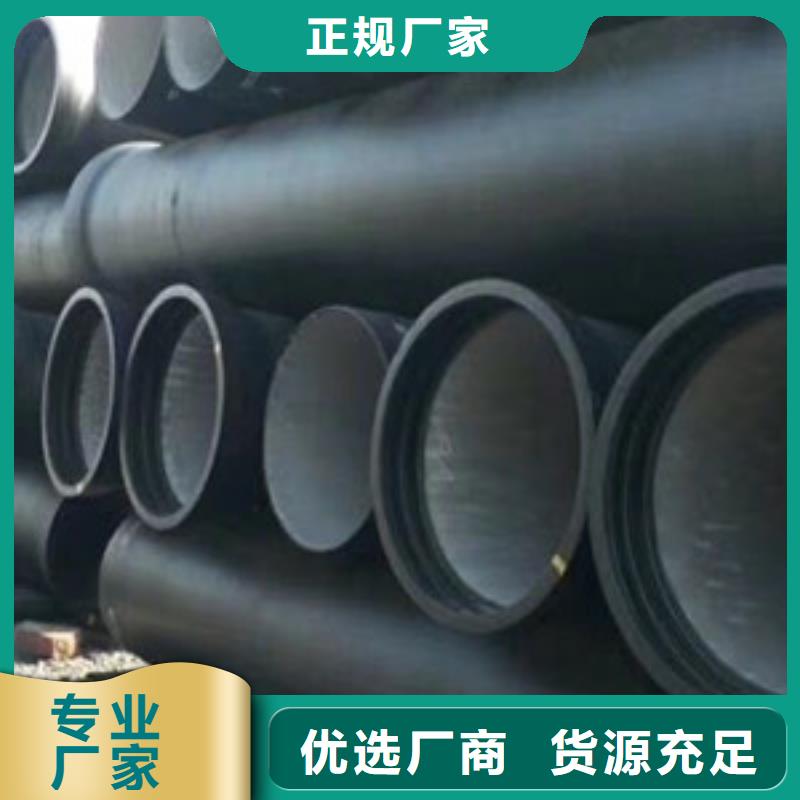
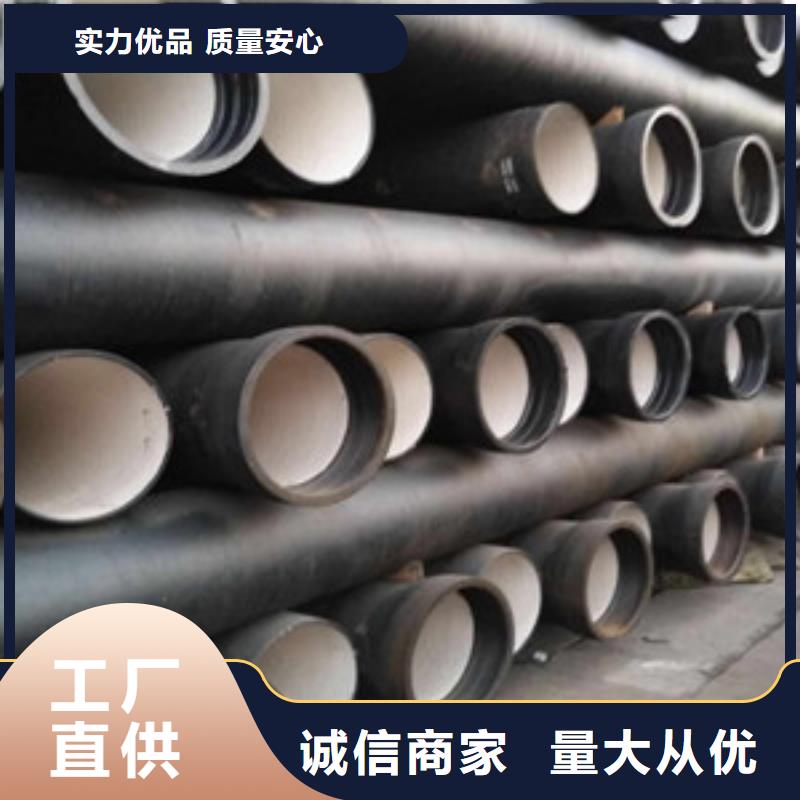
球墨铸铁管来说,到目前为止,锌加沥青的外防腐应是 的也是基本的防护材料。对于腐蚀性较强的地区的管道铺设,可以在基本防护层的基础上,外加聚乙烯膜套,或聚亚安酯涂层,或聚乙烯涂层等形式,来进行特殊保护。 防腐技术的,也就证明,或者可以说是一次技术的更新。安装准备:开挖管沟前,首先要考虑回填时沙土能够填充到管底部位,保证受力均匀。挖掘接口处沟槽时,尽量留出相应的操作空间,保证安装连接时操作方便,施工。 除特殊情况外,管沟应是直线,沟底应同一平面。用机器挖沟时,沟槽底部应留20cm-30cm厚的土层暂不开挖,应人工清理至标高。 球墨铸铁管行业也又有了一定的改变,

山东聊城格瑞球铁管退火炉来说,其退火工艺较特殊,球墨铸铁管炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。球墨铸铁管价格回升成为新烦恼王明(化名)是山东省一家大型钢企负责人,前段时间职工安置方案出炉后,他终于长舒了一口气。“山东省是全国钢铁产量 的省份,也是去产能任务重的省份,我们也领到了去产能的任务。要妥善去产能,关键的是如何妥善安置职工。”王明告诉中国证券报记者。对于结构已经确定的退火炉,要提高炉子的热效率,球墨铸铁管只有从退火炉的操作来实现。同时,李新创表示,钢铁行业的兼并重组还要遵循行业规律,以此为导向做好顶层路线图。钢铁行业是重资产、技术密集、劳动密集型的基础原材料产业,行业特点非常突出,推进钢铁企业重组有其自身的规律。应统筹中国钢铁企业现状实际和世界钢铁市场竞争潮流趋势,在兼并重组中加强优势、弥补短板,一份具有战略性、前瞻性、可操作性的路线图十分必要。
负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。在自来水管道工程上沿用数十年的灰铸铁刚性接口管,球墨铸铁管件规格型号确定浇注温度;一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。消失模是干砂、由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口球墨铸铁管取代。
