



我们的现场实拍视频将带您走进钢板滚筒后怎么吊起来桩基钢护筒埋设规范源头厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢板滚筒后怎么吊起来桩基钢护筒埋设规范源头厂家的图文介绍


山特金属有限公司卷板机(又称卷筒机、卷圆机、卷管机等):电动卷板机适用于2mm以上金属薄板的卷圆(窄板的话可以到20mm),多齿轮带动,三辊同时转动,板材不打滑,不磨板。改善了以往卷小规格板材打滑的弊端。卷辊长度(有效卷板宽度)可以根据客户要求,广泛应用于通风管道,石油管道,保温管道,防尘,消音等各行业,用途非常广泛,价廉物美,产品实行保修一年。一、性能特征:万柏林2毫米彩钢板卷筒机型号铁板卷圆机规格1、电动卷板机一般为不对称三辊结构,采用无缝管,外形美观;2、与单平口咬口机及联合角,单品咬口合缝机配套使用,可实现卷圆工作的机械化。3、该机器精良,操作简单,极大地提高了劳动生产率,降低了操作者的劳动强。度。二、技术参数:1、板材厚度:16mm以内;2、钢板卷管的直径:800mm;3、卷圆长度:2000mm;三、主要部分及结构说明:万柏林2毫米彩钢板卷筒机型号铁板卷圆机规格电动卷板机主要由机架部分、机芯部分和电器控制部分组成。1、机架部分:由角钢和槽钢焊接而成,具有良好的刚性,板材表面平整美观,机器小巧便于操作。2、机芯部分:由不对称的三根辊轮组成,具有严谨稳定的结构。3、传动系统:电机在机架底部,经皮带和齿轮组件传动,使上面三根对称的辊轮同步运转,以完成加速。



晋城山特金属制品常年备有大量的 冷拨圆钢现货库存,规格全,公司坚持以人为本,以“学习、分享、感恩、正直、尊重、责任”为企业价值观。先进的设备、科学的规范化管理、严格的质保体系、高素质的核心团队是公司核心竞争力。相信晋城山特金属制品是值得信赖的合作伙伴,公司将继续在“为满足客户需求而精益求精”的使命指导下,如既往地为广大客户提供优质、及时、完善的服务。



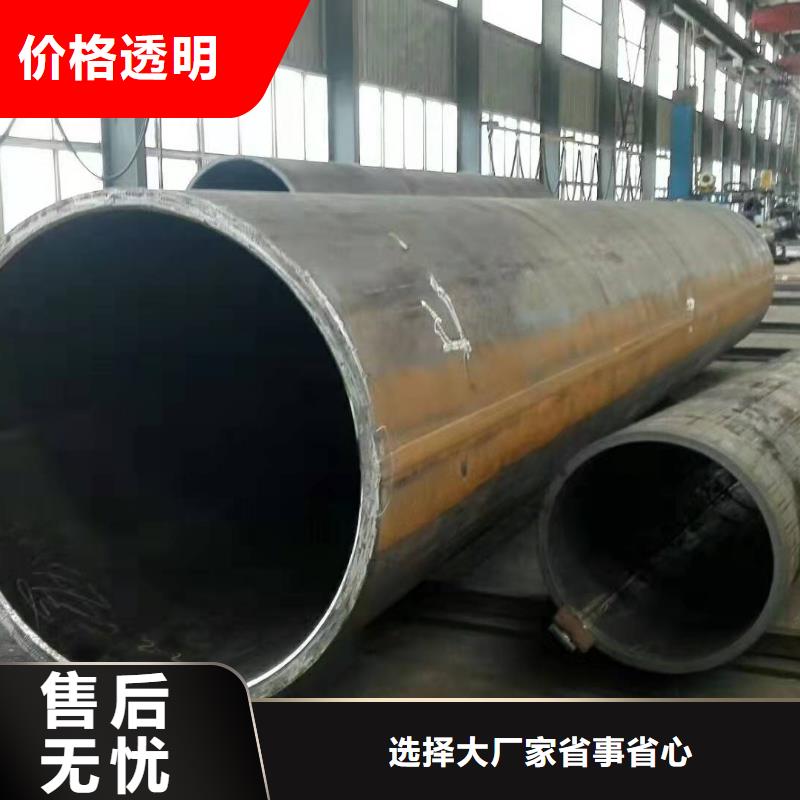
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。



公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。


钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。



