

发布时间:2024-07-12 08:32:13 浏览次数:1 公司名称:[荆门]联众物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 3天内 |
| 供货总量 | 562883 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 联众 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可加工定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 693125 |
| 产品颜色 | 黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 机械加工等行业 |
| 是否进口 | 否 |
| 质量认证 | 1111 |
| 产品功率 | 300 |
| 工作温度 | 300 |




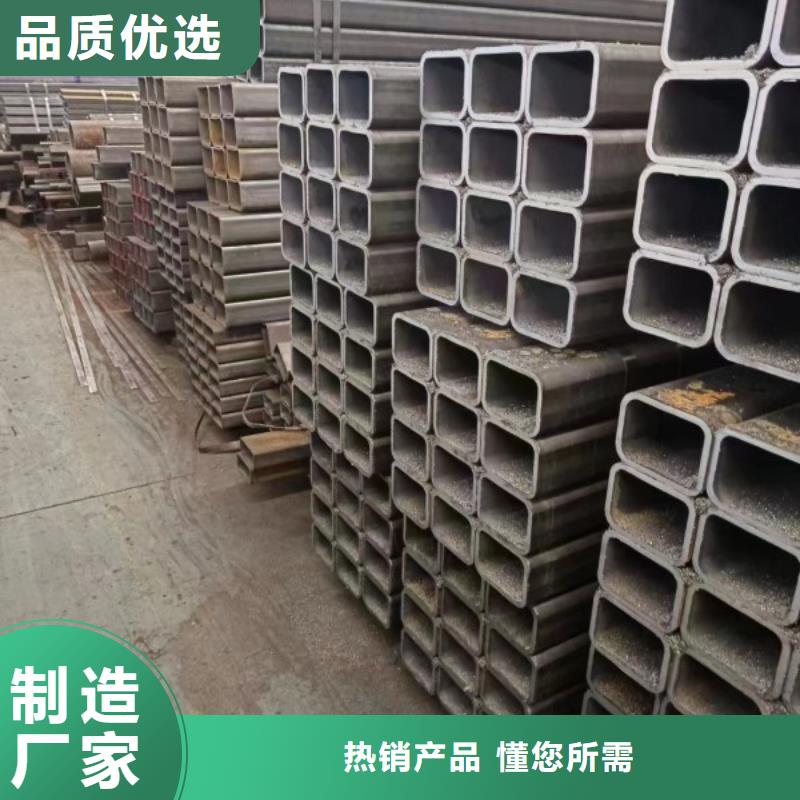





荆门方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
荆门方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。
荆门方矩管实弯成型法
实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。,荆门方矩管实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管空弯成型方法
荆门方矩管空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。
荆门方矩管带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根方管经过静水压试验,压力采用径向密封。试验压力和时间都由方管水压微机检测装置严格控制。试验参数自动打印记录。
(14)荆门方矩管管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
管料库→淬火、正火加热→水淬火→回火加热→高压水除鳞→定径→冷却→矫直→冷却→清除氧化铁皮→左管端内表面检查→管端探伤→右管端内表面检查→管体探伤→人工外表面检查→水压试验→收集入库
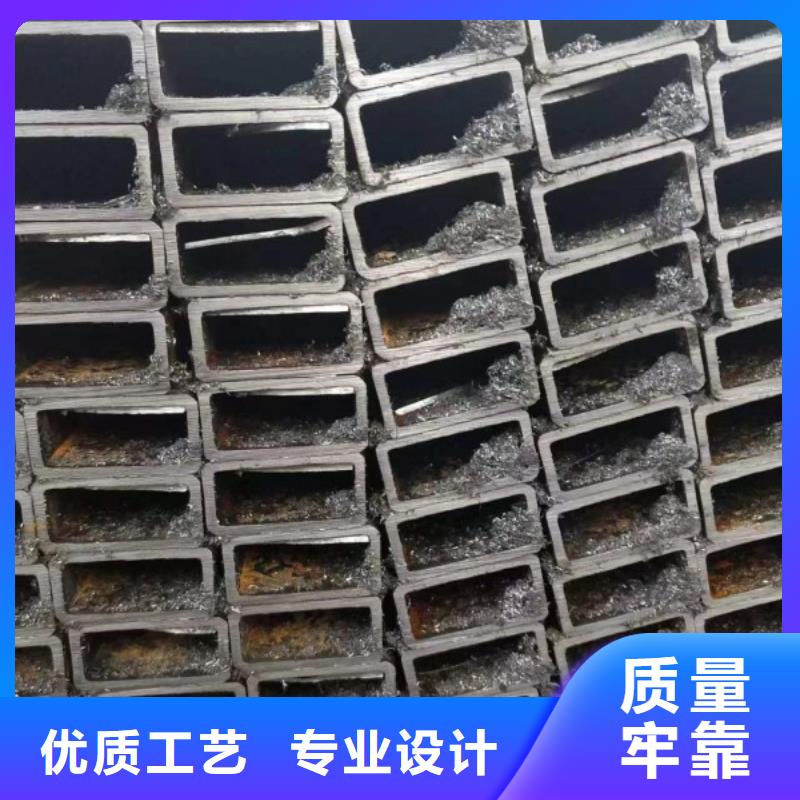
荆门方矩管光洁度:
1 无缝 方矩管内外表面应光滑平整、无气泡、无折叠皱纹。
2 内表面积小于100平方毫米时 ,内表面积允许公差为±0.2mm。
3 内表面积大于100平方毫米 时 ,内表面积允许公差为±0.5mm。
4 内表 面不允许有裂纹及折叠现象;5 不得有结疤 6 无明显的划伤及碰伤痕迹 。
(2) 荆门方矩管平整度:
1 无缝方管内外表面应平整光滑 。
2 用10倍放大镜观察时 ,不应有明显的凹凸不平。
3 管口端面与管子中心线垂直 。
4 管口端面不得有毛刺 。
5 管子弯曲处不得出现折皱。
6 管子两端面应平行。
7 除锈后的焊缝处不允许有明显凸起。
8 不应有明显凹坑 。
9 不允许有影响使用的缺陷。
10 荆门方矩管当采用卷板机焊接时 ,焊缝处的圆角半径不应小于母材的厚度。