
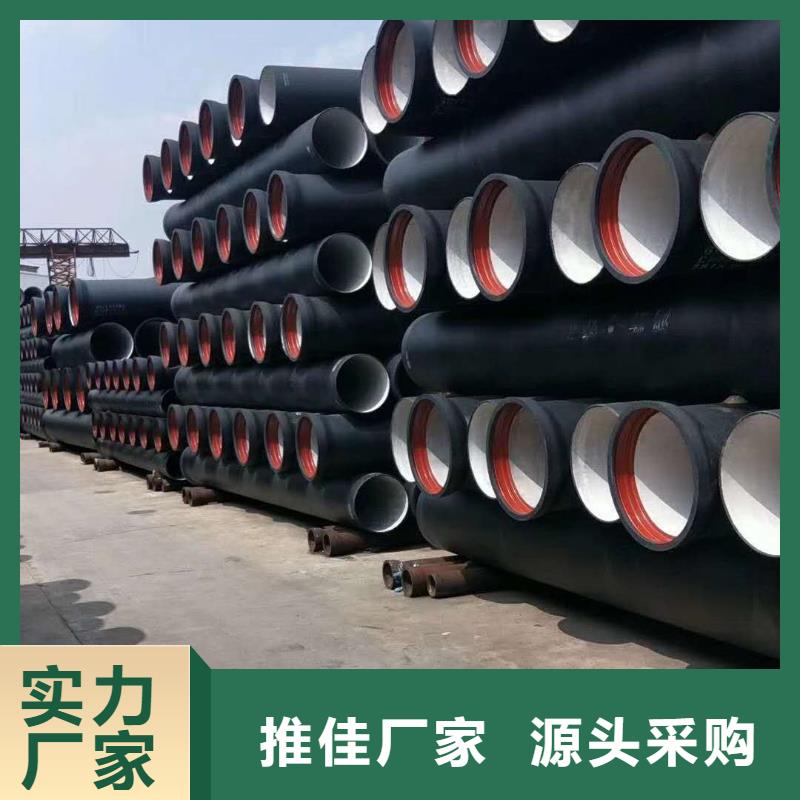




拉萨球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据拉萨球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在拉萨球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6 一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
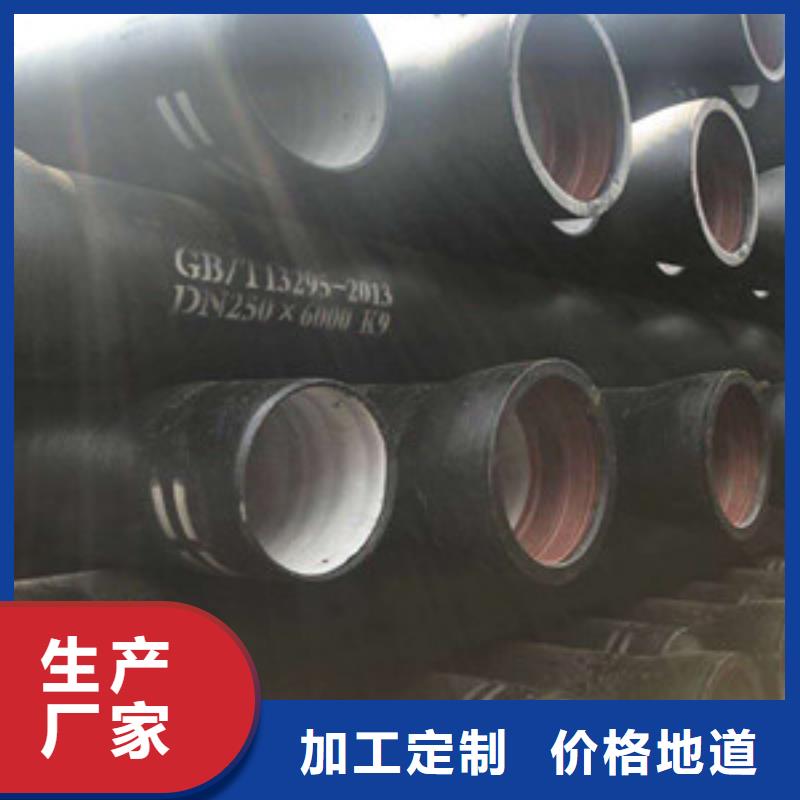
拉萨球墨铸铁管安装时要做好以下工作台:清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面涂刷润滑剂,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀,然后把小的那头插口部分直接对到另一支球墨管的承口大头里。如此,承口接头的拉萨球墨铸铁管就是这样对接上了。这里提醒大家一定要注意对接时要把管道安装平,管子跟管子之间要成一条直线。球墨管就是一头是大头的一头是直管的球墨管,每根管跟管连接的时候都须要用到胶圈,胶圈要正确的放在承口的小槽里,不能反着装,也不可以把圆型扭曲了,可以先把胶圈用水泡一小下,但这里要注意不可以使用别的润滑液什么的,只能是清水中泡下就可以,因为如果用了润滑液之类的东西很容易使像胶圈跑出来。 
拉萨球墨铸铁管逐步开发应用了从炉料处理、修炉、烘炉到配加料、鼓风。炉况控制、铁液检验等全过程的操作技术。在较短的历程中,我们在冲天炉理论研究、炉子结构、修炉材料、送风系统、热能利用、强化底作燃烧、炉内气氛调整控制、铁液炉前检验、消烟除尘、非焦炭化铁、配料及熔炼过程计算机优化控制等诸多方自都取得了可喜的成绩。拉萨球墨铸铁管冲天炉居铸铁熔炼设备之首,至今仍担负着80%以上铸铁件的熔炼任务。70年代以后,符合我国特点的炉型和熔炼技术已逐渐完善和成熟。
气泡法是将工件浸入水中,用压缩空气填充,然后从中收集气泡以测量泄漏量。涂抹法是一种能在工件表面产生一定压力的肥皂、水等气泡,并观察气泡情况来检测泄漏尺寸的液体。操作简单,这两种方法可直接观察区和渗漏的情况,但因为我事先不知道工件的泄漏定位和几个泄漏,很难收集所有的气泡,影响测量的准确度;其次,对大型、笨重和复杂的部分,气泡附着零件的底和折叠,不易观察。试验结束后,对工件进行清洗干燥,不能实现自动定量检漏。拉萨球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。并且关键在于验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。
