



使用数控钢筋弯曲中心,建议大家每周都对设备进行一个简单的维护,对设备进行维护可以保证设备运行流畅,也能使数控钢筋弯曲中心更加稳定。
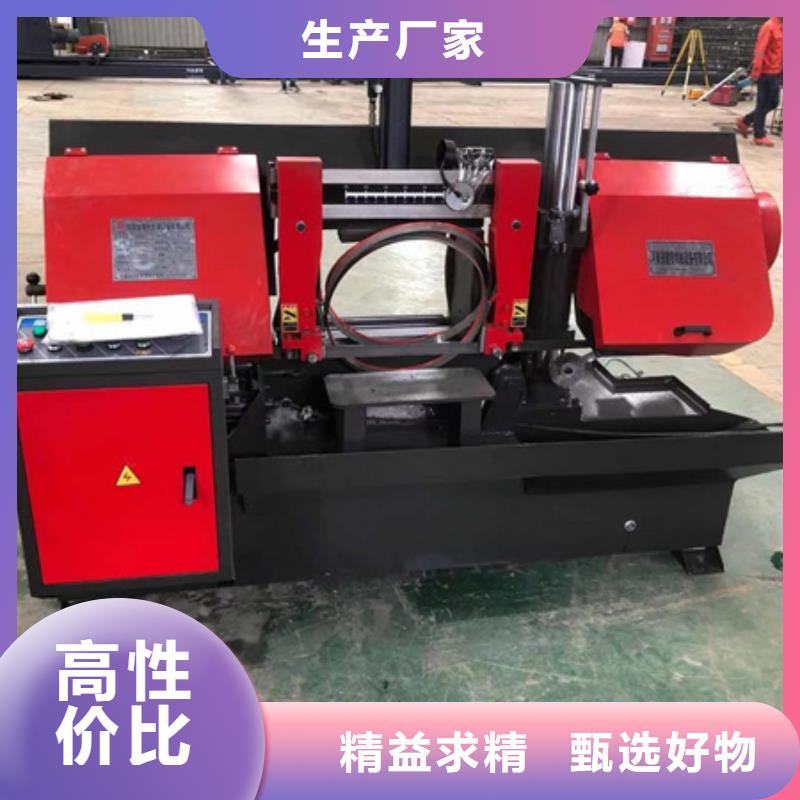
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
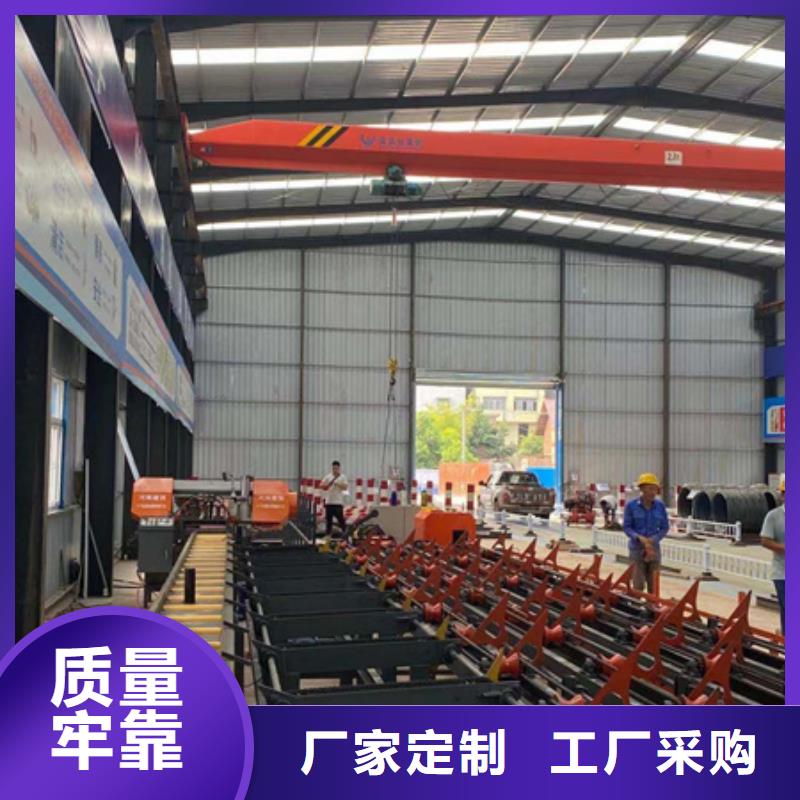
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
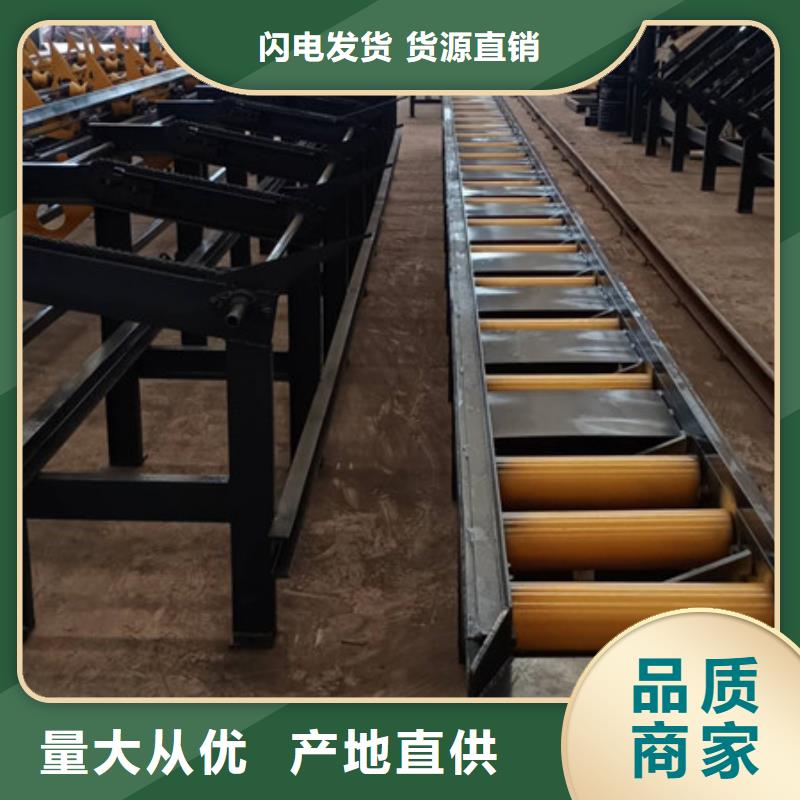
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。

安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。 宁波4240型锯床专业供货商
宁波4240型锯床专业供货商
。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
目的:
建立与机床企业文化相适应的服务文化及理念体系,助推“捷甬达机床”品牌的建立与传播;
通过整合内部资源,快速组建一支技术过硬、有责任心、有创业激情的高素质服务管理团队,为捷甬达机床差异化服务模式奠定良好的基础。
思路:
运用一切可利用资源,创造和和谐的客户服务能力;
资源到位、息畅通、运行有序、程序受控、确保效果。
卧式金属带锯床主要特点
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便

