您的位置>首页 >平凉当地今日热点 >
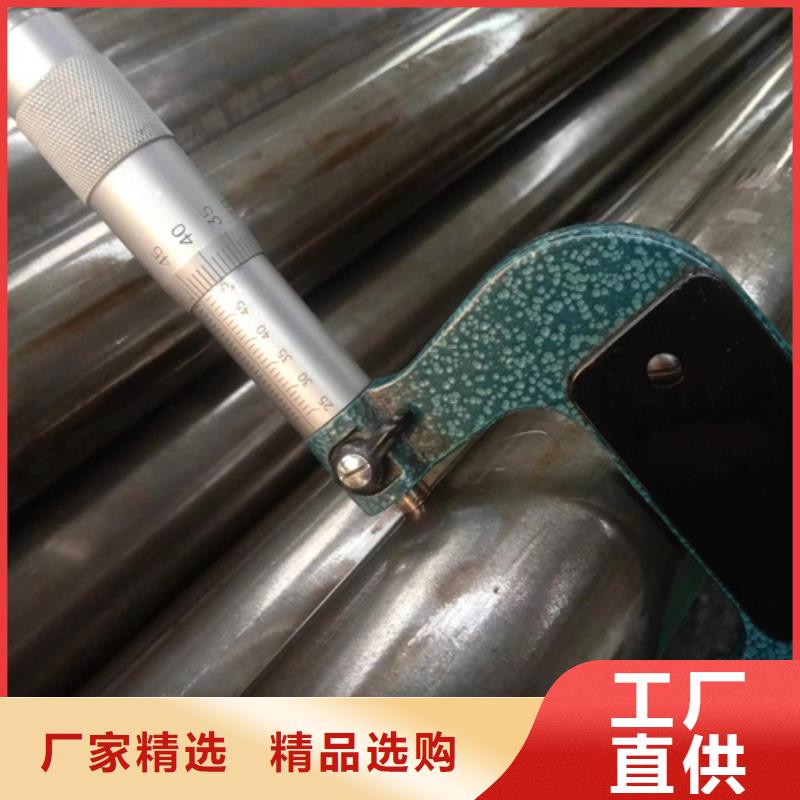
买16mn精密钢管必看-质量有保障
发布时间: 2024-09-19 22:39:44 浏览次数:1
以下是:买16mn精密钢管必看-质量有保障的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 3-5天 |
|---|
| 供货总量 | 8989896 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 20# 45# gcr15 20cr 40cr 20crmnti 35crmo 42crmo |
|---|
| 可定做 | 是 |
|---|
| 产地 | 山东通圆钢管制造有限公司 |
|---|
| 规格 | 根据客户要求生产 |
|---|
| 品牌 | 山东通圆 |
|---|
以下是:买16mn精密钢管必看-质量有保障的图文视频
导读 您是想要在甘肃省平凉市采购高质量的买16mn精密钢管必看-质量有保障产品吗?甘肃省平凉市通圆钢管制造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的买16mn精密钢管必看-质量有保障产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13563558037,QQ:1131694199,地址:《聊城开发区汇通物流园向东一公里发货到甘肃省 平凉市 崆峒区、泾川县、灵台县、崇信县、华亭市、庄浪县、静宁县》。 甘肃省,平凉市 平凉是中华民族和华夏文明的重要发祥地之一,早在8000多年前,中华人文始祖伏羲诞生在静宁古成纪,4700多年前,轩辕黄帝三次问道于崆峒山,3000多年前,周朝先祖就在泾河流域创造了比较先进的农耕文化。建元十二年(376年),前秦大将军苻坚进攻前凉,置平凉郡,取“平定凉国”之意,平凉由此得名。历史上曾经演绎了黄帝问道、文王伐密、秦皇祭天、汉武西巡等流传千古的动人故事,孕育出了世界针灸医学鼻祖皇甫谧,南宋抗金名将吴玠、吴璘,明代“嘉靖八才子”之一赵时春等人物。

一、预热预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。


<平凉>通圆钢管制造有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售平凉40cr精密钢管实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。



<平凉>通圆钢管制造有限公司主要业务范围平凉40cr精密钢管。公司自成立以来,经过多年的发展,建立并完善了组织管理体系,职业管理体系认证。我们拥有经验 丰富的设计、施工团队,并引进了技术。"只做合格产品,真诚服务客户"是公司经营的宗旨,我们将以优良的产品质量、严格科学的管理、完善的服务与各地客户真诚合作,共为我国康体事业的 发展做出贡献。
总结 今年在甘肃省平凉市购买买16mn精密钢管必看-质量有保障有了新选择,甘肃省平凉市通圆钢管制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的买16mn精密钢管必看-质量有保障产品。如需购买或咨询,请随时联系我们,联系人:张经理-13563558037,QQ:1131694199,地址:开发区汇通物流园向东一公里。