
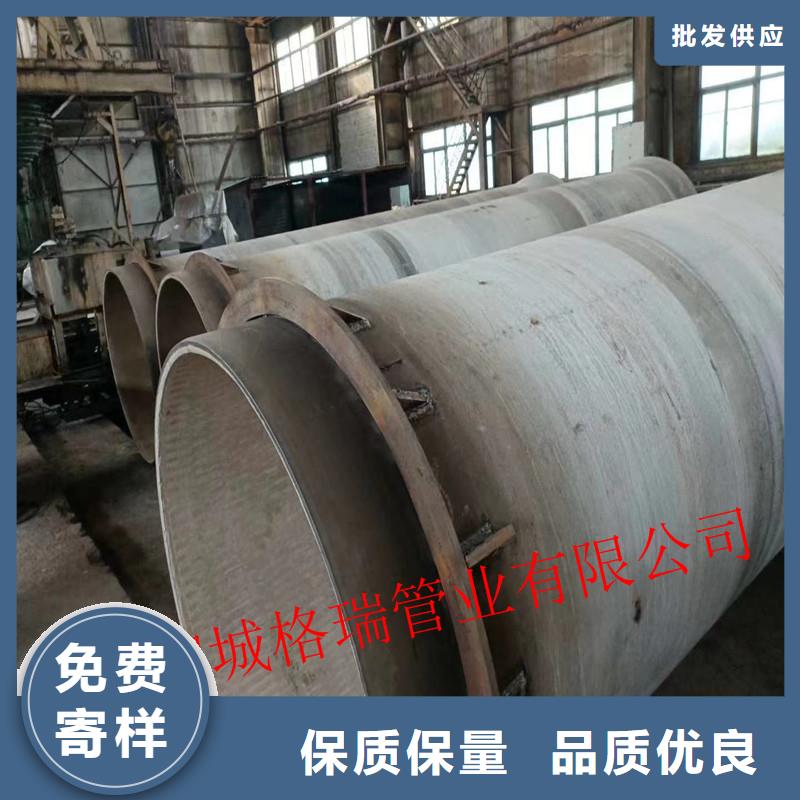





球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

球墨铸铁管或者一个球墨铸铁管管件之后,在冷却降温时,如果有温差的存在就会产生应力,冷却较慢的部位产生压应力,冷却较快的部位产生拉应力。高温可塑的铸件由于应力的存在,会自发的发生变形,以减小应力。变形的结果使球墨铸铁管管件挠曲,挠曲的方向是:温度较高的部位突起,温度较低的部位凹下为了使铸件保持所要求的几何精度,在制模时应预先施加一个反变形量。确定反型变量的大小,除了采用类比法以外,也可采用计算法。生锈归于一种化学反应,因为铁的化学性质生动,放的时刻长了就会生锈。铁简单生锈,除了水分是使铁简单生锈的物质之一。但是,光有水也不会使铁生锈,只要当空气中的氧气溶解在水里时,氧在有水的环境中与铁反应,才会生成一种叫氧化铁的东西,这即是铁锈。
球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
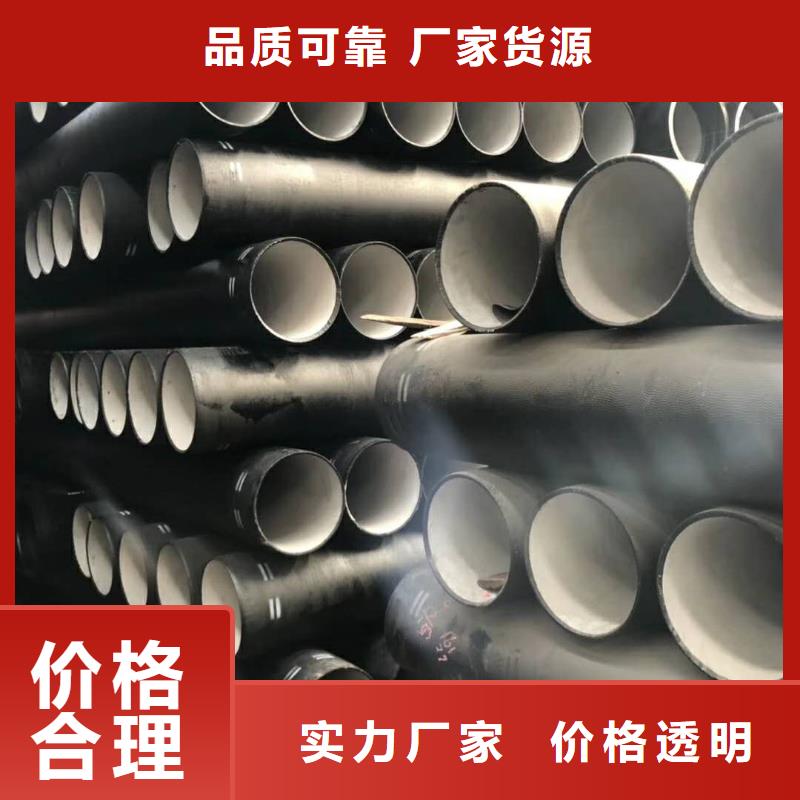
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
