






球墨铸铁管热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。 球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较。因此,铁液的利用率高,产品的适用面广。 在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量球墨铸铁管延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 
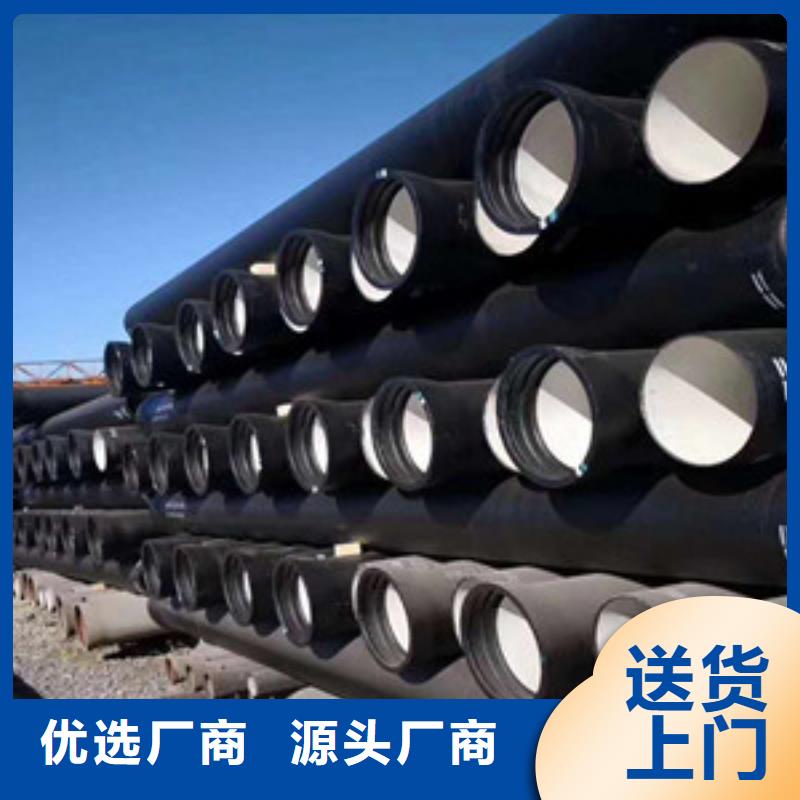
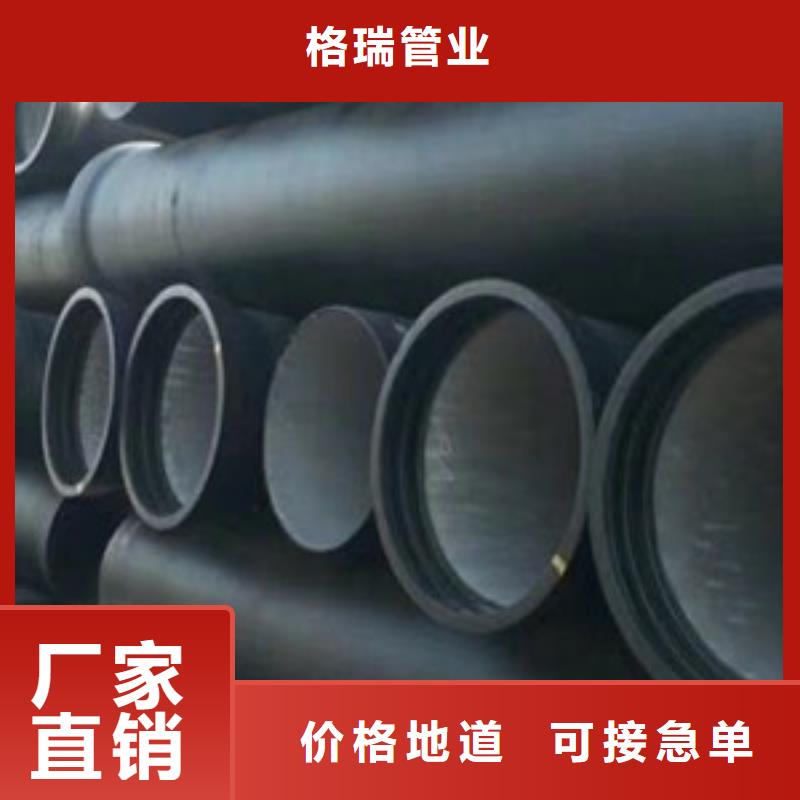
球墨铸铁管的性能我公司的喷锌质量,防止球墨铸铁管安装漏水现象方式每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室,光滑,附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级,T型承插式发接口管道。外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,DN250球墨铸铁管采用高氯化树脂漆。

球墨铸铁管在进行球化处理时,氮气的控制一定要确保在百分之99.9以上。切割前将管材放置在三根足够长的垫木上,用笔在管子的切口处作好标记,采用切割机切割管材,并用专用夹具(该夹具为两个半圆型卡子,采用螺栓连接将管材夹住)沿标记夹住管材,切割机沿夹具的边缘切割。切割后的管子如果失圆,采用千斤顶将管子调圆。球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,在这里提醒大家,为了对氮气纯净度的控制,切割管口后要保证其平整度,切割后把管子磨光,同时在边口处磨成倒角。球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。
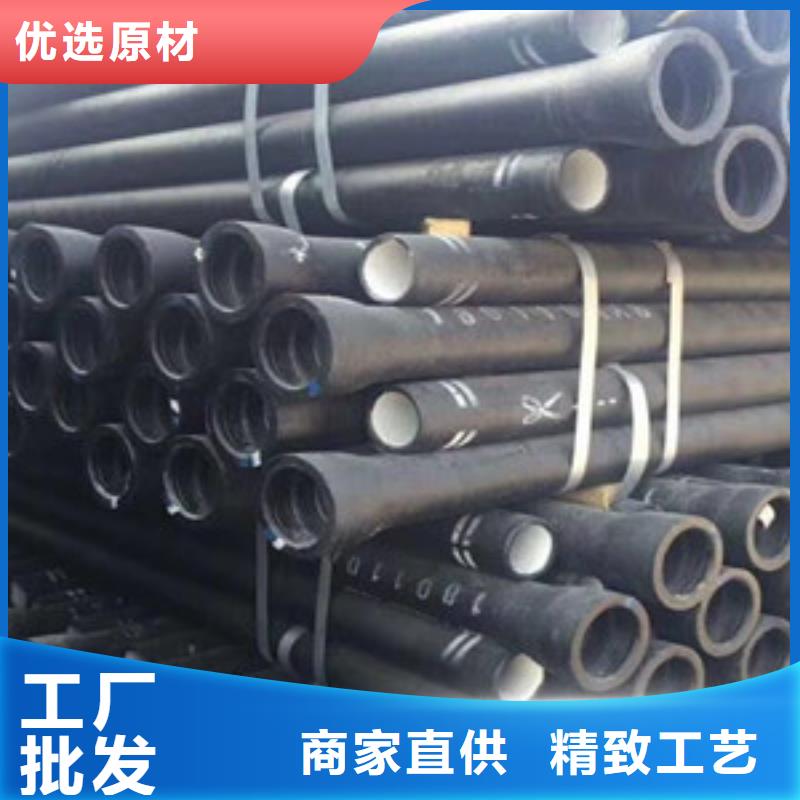
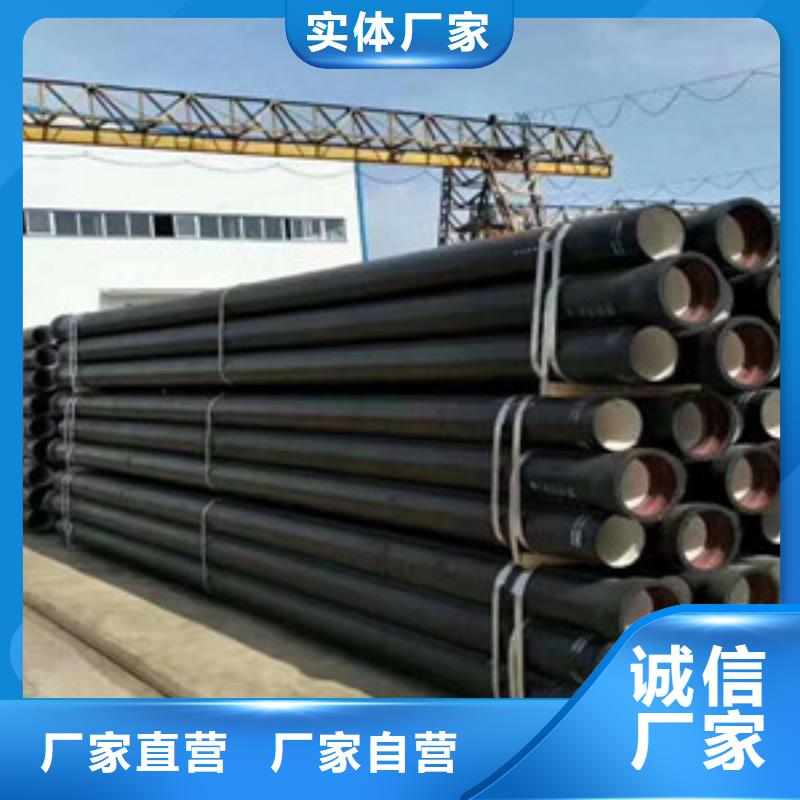
球墨铸铁管应用钢丝刷、绵纱布等仔细将承口内腔和插口端外表面的泥沙及其它异物清理干净。不得含有泥沙、油污及其它异物。管道接口清理干净后。将随管配套的胶圈清理干净并捏成心脏形或“8”字形安承口内。球墨铸铁管价格能稳住就不错了,三月轮番,没有更多的手段了,库存下降的太慢,远没有到库存,钢厂复产的越来越多,原材料成本下移,国外疫情不明朗,看四月能不能稳住,一般五月的需求会下降些,时间太短,不乐观。 山东聊城格瑞球墨铸铁管的连接只用管管连接就可以了,安装中需注意以下几点,在铸铁管运至施工现场后,待碎石垫层施工完毕后即可进行管道安装,施工安装时采用吊车将铸铁管从堆放场地吊至管沟内,吊装时,钢丝绳与铸铁管接触处用废旧橡胶垫隔(见附图)以保护铸铁管和防腐层。吊装钢绳应拴牢固,起吊和放下时的速度不宜太快。做到小心轻放,避免摔跌、碰撞管道管道安装施工前。

