



 商丘4240锯床厂家优选
商丘4240锯床厂家优选
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的最小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。

确认电源连接完好后,打开主动轮罩,按锯床起动按钮,检查带锯轮转向是否正确。锯床锯切前应根据材料的直径及材质选择合适齿节的锯条,对照面板的参数表调整锯条的线速度及进给速度,并调整钢丝刷轮盒,使钢丝刷轮接触至带锯条2/3齿高处。新锯条首次使用时必须进行磨合切削,须将锯条的线速度及进给速度降至正常切削状态参数时的一半,且至少锯切5个直径为200mm或相当切削面积的完整切片。锯床发现振动或异常响声时,应立即停机检查,
带锯床锯下的锯屑可以看出锯切压力和条件是否正确:
1、很细或粉末状的锯屑表示应增加进给速率或降低锯带速度 ;
2、厚、重或蓝色的锯屑表示锯条过载应减少进给速率或提高锯带速度 松散盘卷的锯屑表示理想的锯切状态。
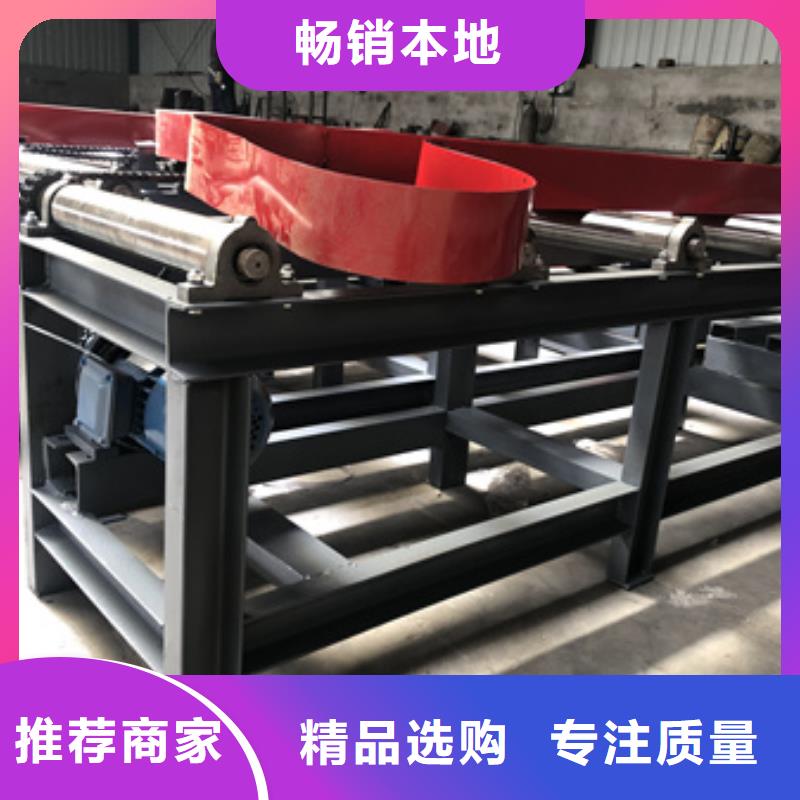
钢筋带锯床外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作。
钢筋带锯床 从以前的角度看来,带锯床厂家。锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,带锯床向着更化、数控化发展,是起点也是契机。
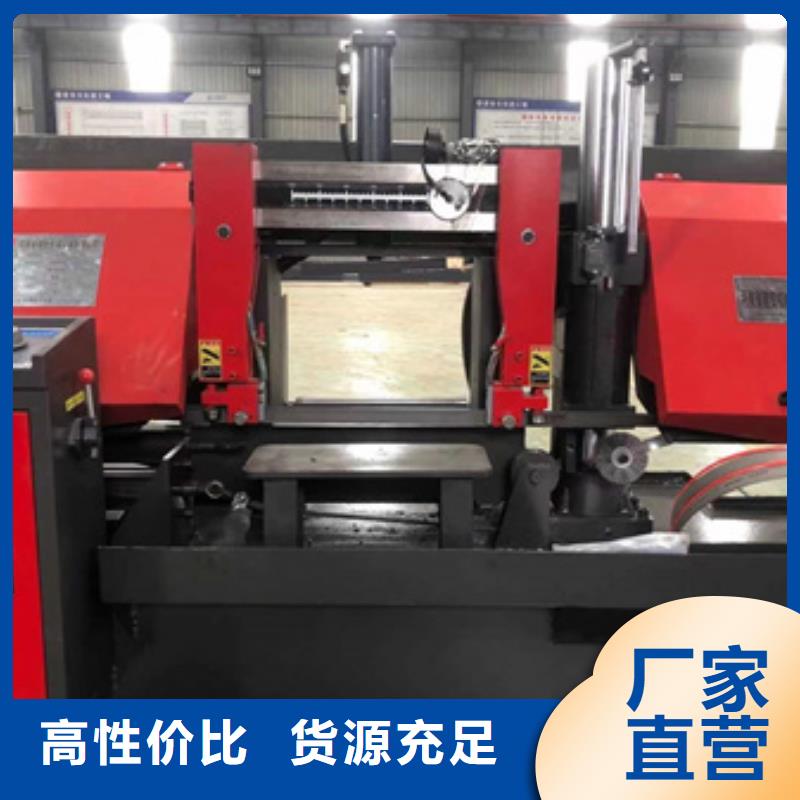
GB4240钢筋锯床是根据客户需求设计专业锯钢筋 经济型锯床,适用于高铁 隧道等工地的钢筋齐头 锯断;工作 采用液压 ,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
1.1. 本机床主传动采用蜗轮箱变速。进给采用液压传动工件 采用手动和液压混合式 具有结构紧凑操作维修方便等特点。
2.2. 该产品是全新设备(包括所有外购的液压、电气等元件),具有合理的结构、可靠性、耐久性、稳定性,操作简便。
3.3. 吸收国内外的先进技术,结合实际使用、设计锯床的经验优化设计使其具有较高的技术含量。
4.4. 产品的设计、制造,及配套件的选择应符合国标工业标准和国际电工标准,计量单位全部采用国际单位制
 jmc
jmc
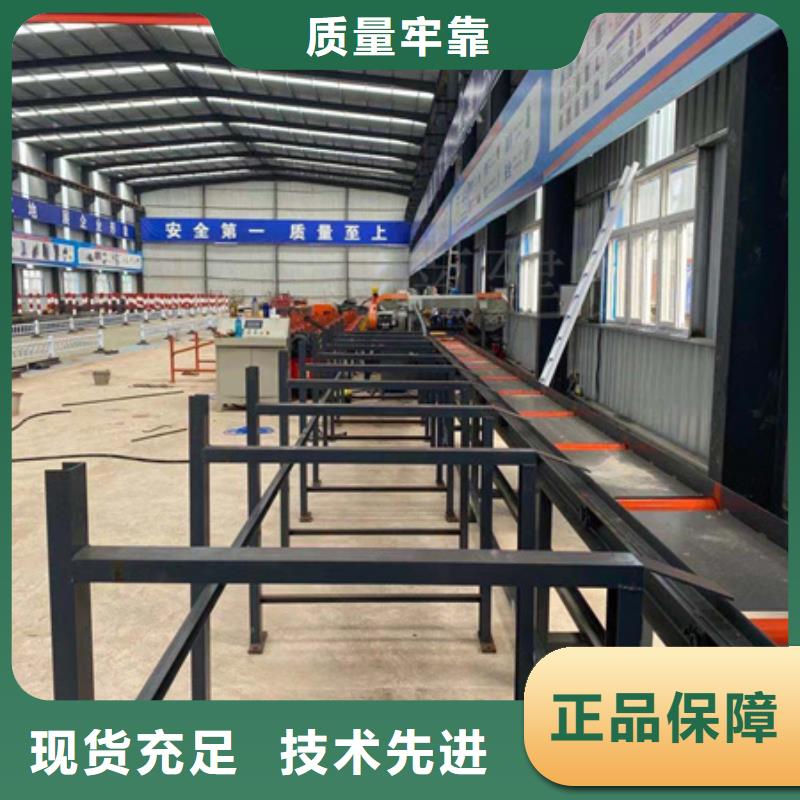
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
<商丘>建贸机械设备有限公司