








现代模具零件制造可以采用铸造成形、挤压成形和切削加工成形等多种方法。目前机削加工成形仍然是主要方法,模具制造费用占模具总费用(成本)的80%以上。所以如何简化加工、做少加工量是制造者所关注的。
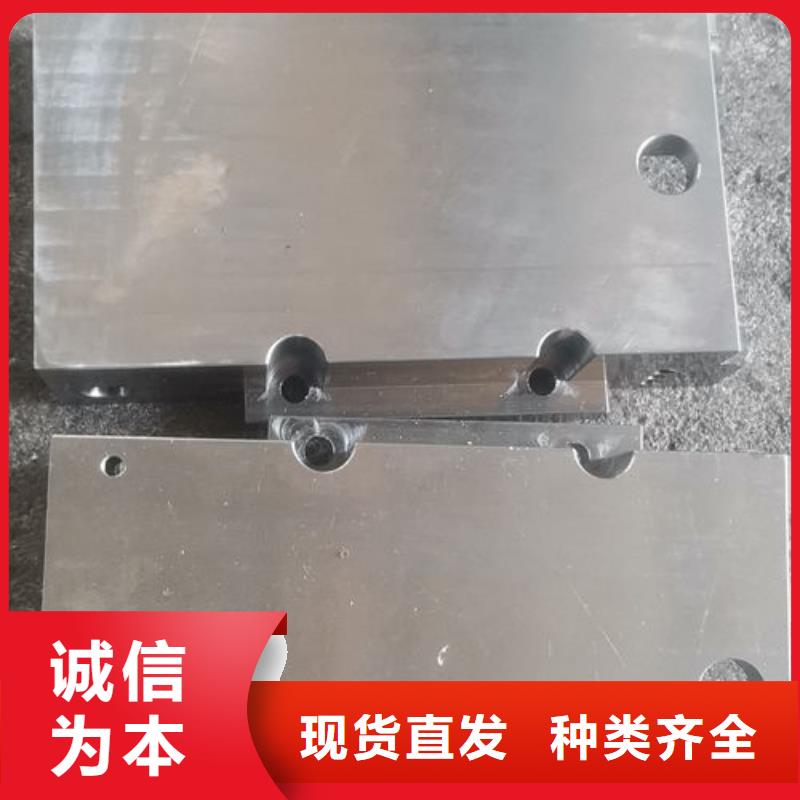
为了使模具制造厂厂减少切削加工量,溶類生产周期,模具材料供应企业为用户提供“近终形产品”,即钢厂提供各种规格尺十的板材、丝材、扁钢,模块或经过精加工(扒皮)的模块而且是经过严格检测的精加工品等;或者提供易切削的或者预硬化的模具钢;或者提供微合金化非调质钢,免去或减少用户自已热处理工序。1997年我国制定了《塑料模具钢模块技术条件》( YB / T
129--1997)、《塑料模具用热轧厚钢板》( YB / T 107-1997)和《塑料模具用扁钢》( YB / T 094一1997)三个标准,就是向这个方向发展的结果。今后还会有更多的“近终
形”产品供应模具制造业,降低模具制
cr12mov选用标准零件的优越性,除降低设计成本外,还可提高模具零件的通用性、互换 W 。大大缩知制造周期、降低制造成本、减少制造工作量:不需要昂贵的仓储费用、管爾费用;失效模具可以分拆,其中部分零件可再次利用:便于计算成本,专业制造厂容
cr12mov现在我们做热做模具钢模具用高温回火,有工程师说回火次数增加会影响模具的红硬性,也就是回火次数多了材料红硬性会降低。第二个问题是回火保温时间越长越好吗可能保温3个小时就可以了,我们保温6个小时会对材料性能有不好的影响吗我们这边的做法是,H13 50公斤以内,没有其他特别处理一般两次回火,时间4小时左右,100-200公斤左右的三次会火。超100公斤的中大型模具要在540度等温一下,回火三次或四次。如果要做压铸模至少三次。一次缓慢冷却.主要是回火时间,太长了会影响寿命。通常采用压淬方式来保证变形小的工件,都是比较薄,且较小的工件;利用其尚在奥氏体状态,塑性比较好的时候,施加压力,使其平整;这种工艺能够较好的解决薄板类工件的热处理变形问题。
太厚,太大的工件,在操作上会有困难,工装也比较复杂;如你所说,其应力变化也比较复杂,不适用此压淬方法。
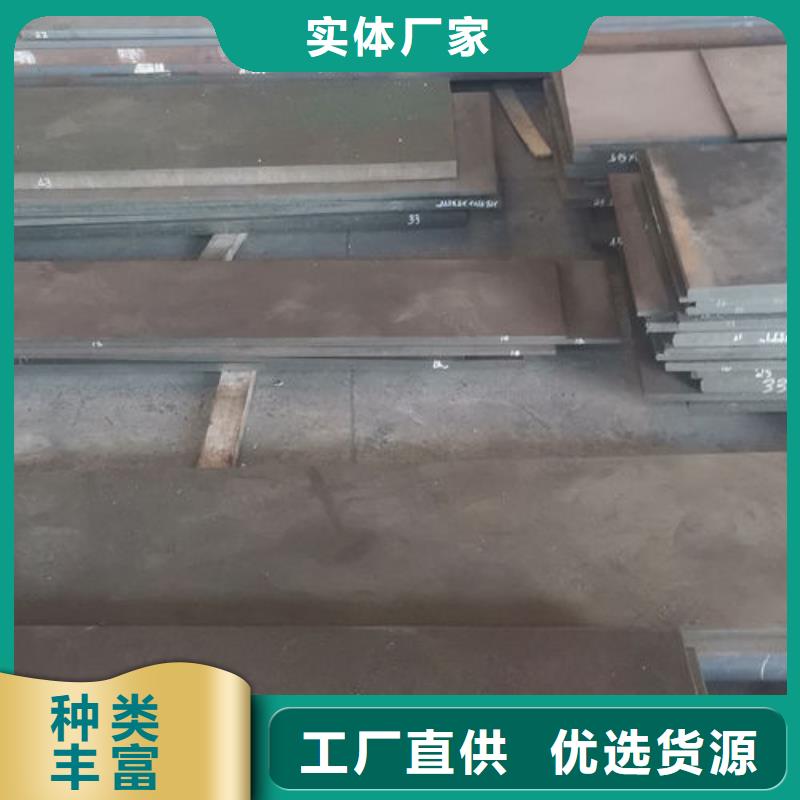
本公司“与时并进,紧贴客户”,集销售、服务和技术于一身的专业企业。专为客户提供各种优质钢材,有充足的存货以配合客户不同的需求,此外我司随时为广大客户提供精、光料加工及热处理一条龙服务。
加硬处理为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上
cr12mov钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
cr12mov材料工件直径25,1020度淬火,即使是空冷,也可以完全淬透,而不用担心出现不良组织;淬火组织晶界不甚明显,在晶界也看不到析出物,说明冷速足够的,理论上来说淬火不会形成屈氏体。这些黑点的来源,个人认为一是金相制样腐蚀造成的,一是材料不良,可能是微型的缩孔。炉量加料框的话100KG不到,工件之间间隔2CM。主要是工件之间大小不一混装的。时间没办法都兼顾从工艺角度看,这么点东西,直径又小,1020保120分钟有些长,保险起见60-80分钟应该就足够了。个是我刚刚520度出来的金相。多抛了几遍现在基本看不到了。就是这个料心部二次碳化物集聚不是太好。材料:Cr12mov 未球退温度:1020保温时间:120min尺寸:φ25圆棒 真空淬火后低温回火,如图出现类似点状屈氏体
